Контурне різання
Контурне різання трасує контур векторних форм, щоб вирізати їх з матеріалу. Це найпоширеніша лазерна операція для створення деталей, знаків та декоративних виробів.
Огляд
Операції контуру:
- Слідують векторними шляхами (лінії, криві, форми)
- Ріжуть по периметру об'єктів
- Підтримують один або кілька проходів для товстих матеріалів
- Можуть використовувати внутрішні, зовнішні або по лінії шляхи різання
- Працюють з будь-якою замкненою або відкритою векторною формою
Коли використовувати контур
Використовуйте контурне різання для:
- Вирізання деталей з матеріалу заготовки
- Створення контурів та рамок
- Різання форм з дерева, акрилу, �картону
- Перфорування або надрізування (зі зниженою потужністю)
- Створення трафаретів та шаблонів
Не використовуйте контур для:
- Заповнення областей (використовуйте Гравіювання)
- Растрових зображень (спочатку конвертуйте у вектори)
Створення операції контуру
Крок 1: Виберіть об'єкти
- Імпортуйте або намалюйте векторні форми на полотні
- Виберіть об'єкти, які ви хочете вирізати
- Переконайтеся, що форми є замкнутими шляхами для повних різів
Крок 2: Додайте операцію контуру
- Меню: Операції Додати контур
- Гаряча клавіша: ctrl+shift+c
- Права кнопка: Контекстне меню Додати операцію Контур
Крок 3: Налаштуйте параметри
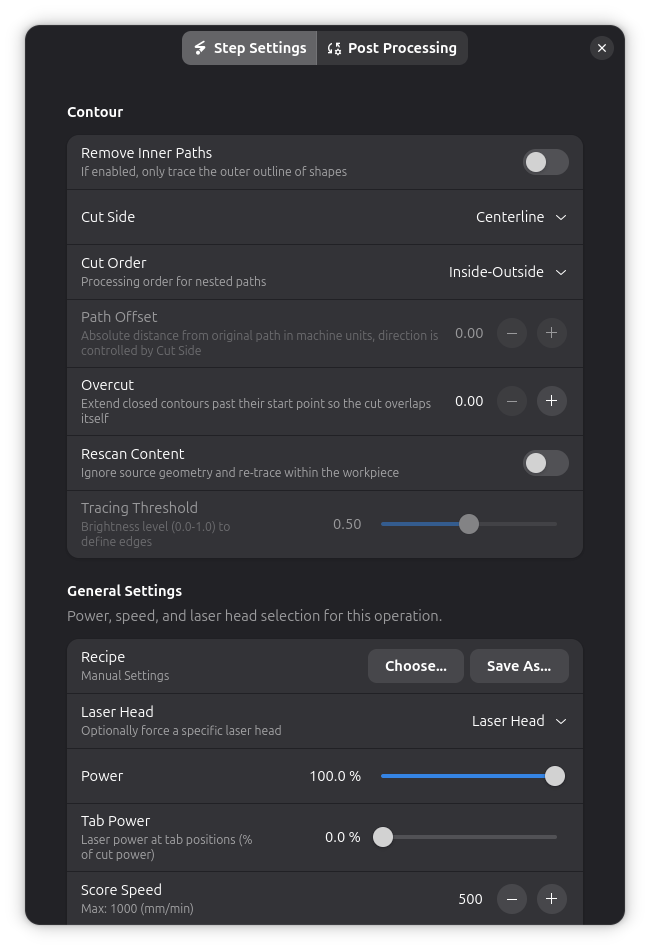
Основні налаштування
Потужність та швидкість
Потужність (%):
- Інтенсивність лазера від 0-100%
- Вища потужність для товстих матеріалів
- Нижча потужність для надріз�ування або маркування
Швидкість (мм/хв):
- Як швидко рухається лазер
- Повільніше = більше енергії = глибший різ
- Швидше = менше енергії = легший різ
Багатопрохідне різання
Для матеріалів товщих, ніж один прохід може відрізати:
Проходи:
- Кількість повторень різання
- Кожен прохід різає глибше
Глибина проходу (Z-крок):
- Наскільки опускати вісь Z за прохід (якщо підтримується)
- Вимагає контролю Z-осі на вашій машині
- Створює справжнє 2.5D різання
- Встановіть 0 для багаторазових проходів на тій самій глибині
Глиб�ина проходу працює тільки якщо ваша машина має контроль Z-осі. Для машин без Z-осі використовуйте кілька проходів на тій самій глибині.
Зміщення шляху
Контролює, де лазер ріже відносно векторного шляху:
| Зміщення | Опис | Використовувати для |
|---|---|---|
| По лінії | Ріже безпосередньо на шляху | Центральні різи, надрізування |
| Всередині | Ріже всередині форми | Деталі, що мають точно відповідати розміру |
| Ззовні | Ріже зовні форми | Отвори, в які входять деталі |
Відстань зміщення:
- Наскільки всередину/зовні зміщувати (мм)
- Зазвичай встановлюється на половину ширини вашого керфа
- Керф = ширина матеріалу, видаленого лазером
- Приклад: зміщення 0.15мм для керфа 0.3мм
Напрямок різання
За годинниковою стрілкою проти проти годинникової стрілки:
- Впливає на те, який бік різу отримує більше тепла
- Зазвичай за годинниковою стрілкою для правила правої руки
- Змінюйте, якщо одна сторона горить більше за іншу
Оптимізувати порядок:
- Автоматично сортує шляхи для мінімального переміщення
- Зменшує час роботи
- Запобігає пропущеним різам
Перекриття різу (Overcut)
Подовжує замкнуті траєкторії різання за їхню початкову точку, щоб лазерний промінь перекривав початок різу:
Перекриття різу:
- Відстань в машинних одиницях для подовження різу за з'єднання початку/кінця
- Встановіть 0 щоб вимкнути (за замовчуванням)
- Типові значення: 1–5 для більшості матеріалів
- Максимум: 100
Чому використовувати перекриття різу:
На початку та в кінці замкнутого контуру лазер може не повністю проникнути через прискорення та уповільнення. Перекриття різу гарантує, що промінь перекривається на з'єднанні, створюючи чистий, повністю відрізаний різ. Це особливо корисно для:
- Товстих матеріалів, де повне проникнення є граничним
- Високошвидкісного різання, де ефекти прискорення більш помітні
- Деталей, які повинні випадати без постобробки
Перекриття різу застосовується як до зовнішніх контурів, так і до внутрішніх отворів.
Вхід/Вихід додає рухи підходу та виходу з нульовою потужністю до та після траєкторії різу. Перекриття різу подовжує ��саму траєкторію різу за з'єднання. Їх можна використовувати разом для оптимальної якості різу.
Постобробка
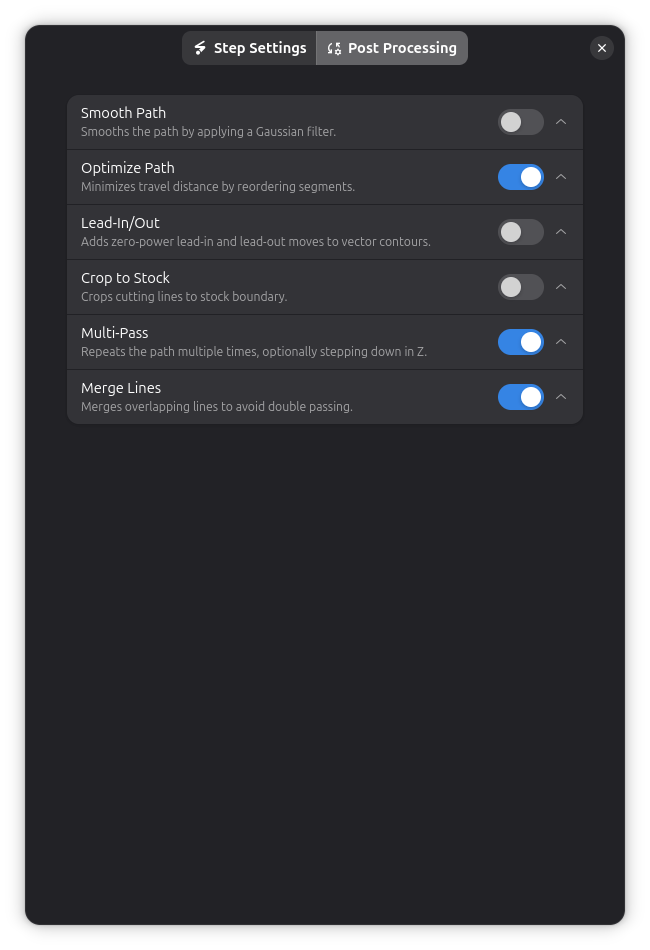
Операції контуру підтримують кілька опцій постобробки:
- Згладжування шляху - Зменшення зубчастих країв у шляхах різання
- Утримуючі лапки - Утримання вирізаних деталей прикріпленими до матеріалу заготовки
- Обрізка до заготовки - Обмеження різів до межі матеріалу
- Оптимізація шляху - Зменшення відстані переміщення між різами
- Багатопрохідність - Повторення різів для товстих матеріалів
- Вхід/Вихід - Додати рухи під'їзду та виїзду з нульовою потужністю для чистіших кінців різу
Утримуючі лапки
Лапки утримують вирізані деталі прикріпленими до матеріалу заготовки під час різання:
- Додайте лапки, щоб запобігти падінню деталей
- Лапки — це малі нерізані секції
- Зламайте лапки після завершення роботи
- Дивіться Утримуючі лапки для деталей
Компенсація керфа
Керф — це ширина матеріалу, видаленого лазерним променем:
Чому це важливо:
- Коло, вирізане "по лінії", буде трохи меншим за проектне
- Лазер видаляє ~0.2-0.4мм матеріалу (залежно від ширини променя)
Як компенсувати:
- Виміряйте ваш керф на тестових різах
- Використовуйте зміщення шляху = керф/2
- Для деталей: зміщення всередину на керф/2
- Для отворів: зміщення зовні на керф/2
Дивіться Керф для детального посібника.
Поради та найкращі практики
Тестування матеріалу
Завжди тестуйте спочатку:
- Ріжте малі тестові форми на відходах
- Починайте з консервативних налаштувань (нижча потужність, повільніша швидкість)
- Поступово збільшуйте потужність або зменшуйте швидкість
- Записуйте успішні налаштування
Порядок різання
Найкращі практики:
- Гравіюйте перед різанням (матеріал залишається закріпленим)
- Ріжте внутрішні елементи перед зовнішнім периметром
- Використовуйте утримуючі лапки для деталей, які можуть переміститися
- Ріжте найменші деталі першими (менше вібрації)
Виправлення проблем
Різи не проходять крізь матеріал
- Збільште: Налаштування потужності
- Зменште: Налаштування швидкості
- Додайте: Більше проходів
- Перевірте: Фокус правильний
- Перевірте: Промінь чистий (брудна лінза)
Надмірне обгорання або підгоряння
- Зменште: Налаштування потужності
- Збільште: Налаштування швидкості
- Використовуйте: Повітряний ассистент
- Спробуйте: Кілька швидших проходів замість одного повільного
- Перевірте: Матеріал підходить для лазерного різання
Деталі випадають під час різання
- Додайте: Утримуючі лапки
- Використовуйте: Оптимізацію порядку різання
- Ріжте: Внутрішні елементи перед зовнішніми
- Забезпечте: Матеріал плаский і закріплений
Нестабільна глибина різу
- Пе�ревірте: Товщина матеріалу рівномірна
- Перевірте: Матеріал плаский (не викривлений)
- Перевірте: Відстань фокусування послідовна
- Підтвердіть: Потужність лазера стабільна
Пропущені кути або криві
- Зменште: Швидкість (особливо на кутах)
- Перевірте: Налаштування прискорення машини
- Підтвердіть: Ремені натягнуті
- Зменште: Складність шляху (спростіть криві)
Технічні деталі
Система координат
Операції контуру працюють у:
- Одиниці: Міліметри (мм)
- Початок: Залежить від машини та налаштування роботи
- Координати: Площина X/Y (Z для глибини багатопрохідних)
Генерація шляху
Rayforge конвертує векторні форми у G-код:
- Зміщення шляху (якщо різання всередину/зовні)
- Оптимізація порядку шляху (мінімізація переміщення)
- Додавання утримуючих лапок (якщо налаштовано)
- Генерація команд G-коду
Команди G-коду
Типовий G-код контуру:
G0 X10 Y10 ; Швидке переміщення до старту
M3 S204 ; Лазер ��увімкнено на 80% потужності
G1 X50 Y10 F500 ; Різ до точки на 500 мм/хв
G1 X50 Y50 F500 ; Різ до наступної точки
G1 X10 Y50 F500 ; Продовження різання
G1 X10 Y10 F500 ; Завершення квадрату
M5 ; Лазер вимкнено
Пов'язані теми
- Гравіювання - Заповнення областей патернами гравіювання
- Утримуючі лапки - Утримання деталей під час різання
- Керф - Покращення точності різу
- Тестова сітка матеріалу - Пошук оптимальних налаштувань потужності/швидкості