Coupe de Contour
La coupe de contour trace le contour des formes vectorielles pour les couper librement du matériau. C'est l'opération laser la plus courante pour créer des pièces, des enseignes et des pièces décoratives.
Aperçu
Les opérations de contour :
- Suivent les parcours vectoriels (lignes, courbes, formes)
- Coupe le long du périmètre des objets
- Supportent des passes uniques ou multiples pour les matériaux épais
- Peuvent utiliser des parcours de coupe intérieur, extérieur ou sur la ligne
- Fonctionnent avec toute forme vectorielle fermée ou ouverte
Quand Utiliser le Contour
Utilisez la coupe de contour pour :
- Couper des pièces libres du matériau de stock
- Créer des contours et bordures
- Couper des formes dans le bois, l'acrylique, le carton
- Percer ou marquer (avec puissance réduite)
- Créer des pochoirs et modèles
N'utilisez pas le contour pour :
- Remplir des zones (utilisez Gravure à la place)
- Les images bitmap (convertissez d'abord en vecteurs)
Créer une Opération de Contour
Étape 1 : Sélectionner les Objets
- Importez ou dessinez des formes vectorielles sur le canevas
- Sélectionnez les objets que vous voulez couper
- Assurez-vous que les formes sont des parcours fermés pour des coupes complètes
Étape 2 : Ajouter une Opération de Contour
- Menu : Opérations Ajouter Contour
- Raccourci : ctrl+shift+c
- Clic droit : Menu contextuel Ajouter Opération Contour
Étape 3 : Configurer les Paramètres
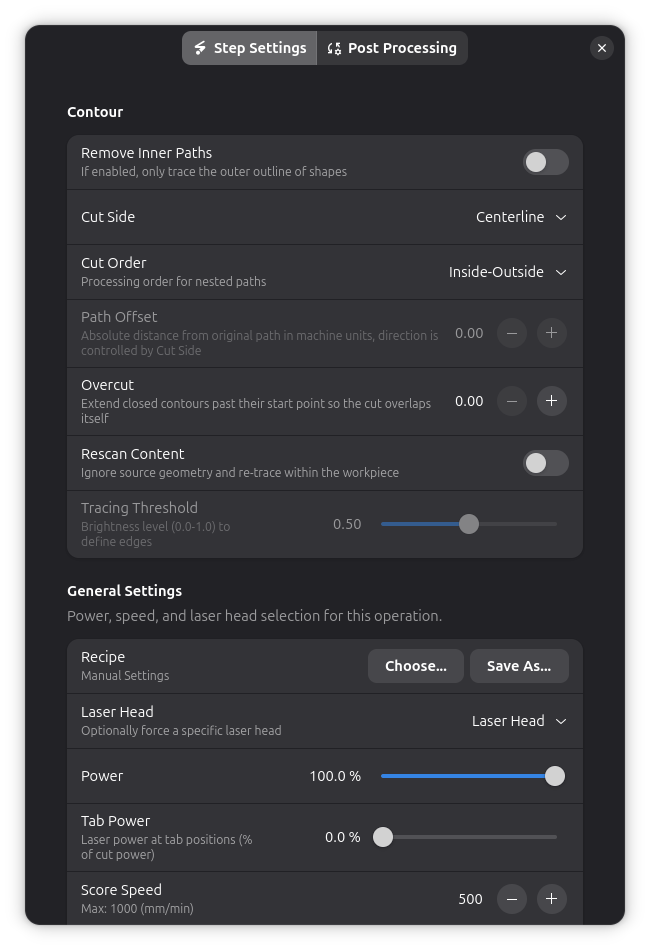
Paramètres Clés
Puissance & Vitesse
Puissance (%) :
- Intensité laser de 0-100%
- Puissance plus élevée pour les matériaux plus épais
- Puissance plus basse pour le marquage ou le scorring
Vitesse (mm/min) :
- À quelle vitesse le laser se déplace
- Plus lent = plus d'énergie = coupe plus profonde
- Plus rapide = moins d'énergie = coupe plus légère
Coupe Multi-Passes
Pour les matériaux plus épais qu'une seule passe peut couper :
Passes :
- Nombre de fois pour répéter la coupe
- Chaque passe coupe plus profond
Profondeur de Passe (Z-step) :
- De combien abaisser l'axe Z par passe (si supporté)
- Nécessite le contrôle de l'axe Z sur votre machine
- Crée une vraie coupe 2.5D
- Définissez à 0 pour des passes multiples à la même profondeur
La profondeur de passe fonctionne uniquement si votre machine a le contrôle de l'axe Z. Pour les machines sans axe Z, utilisez des passes multiples à la même profondeur.
Décalage de Parcours
Contrôle où le laser coupe par rapport au parcours vectoriel :
| Décalage | Description | Utilisation |
|---|---|---|
| Sur la Ligne | Coupe directement sur le parcours | Coupes sur la ligne centrale, marquage |
| Intérieur | Coupe à l'intérieur de la forme | Pièces qui doivent correspondre à la taille exacte |
| Extérieur | Coupe à l'extérieur de la forme | Trous dans lesquels les pièces s'insèrent |
Distance de Décalage :
- Jusqu'où décaler vers l'intérieur/extérieur (mm)
- Typiquement défini à la moitié de votre largeur de kerf
- Kerf = largeur du matériau retiré par le laser
- Exemple : décalage de 0.15mm pour un kerf de 0.3mm
Direction de Coupe
Horaire vs Anti-Horaire :
- Affecte quel côté de la coupe reçoit plus de chaleur
- Généralement horaire pour la règle de la main droite
- Changez si un côté brûle plus que l'autre
Optimiser l'Ordre :
- Trie automatiquement les parcours pour un déplacement minimum
- Réduit le temps de travail
- Empêche les coupes manquées
Surcoupe (Overcut)
Prolonge les trajectoires de coupe fermées au-delà de leur point de départ pour que le faisceau laser chevauche le début de la coupe :
Surcoupe :
- Distance en unités machine pour prolonger la coupe au-delà de la jonction début/fin
- Mettre à 0 pour désactiver (par défaut)
- Valeurs typiques : 1–5 pour la plupart des matériaux
- Maximum : 100
Pourquoi utiliser la surcoupe :
Au début et à la fin d'un contour fermé, le laser peut ne pas pénétrer complètement en raison de l'accélération et de la décélération. La surcoupe garantit que le faisceau chevauche la jonction, créant une coupe nette et complète. Ceci est particulièrement utile pour :
- Les matériaux épais où la pénétration complète est limite
- Les coupes à grande vitesse où les effets d'accélération sont plus prononcés
- Les pièces qui doivent tomber sans post-traitement
La surcoupe s'applique à la fois aux contours extérieurs et aux trous intérieurs.
L'entrée/sortie ajoute des mouvements d'approche et de sortie à puissance nulle avant et après le trajet de coupe. La surcoupe prolonge le trajet de coupe lui-même au-delà de la jonction. Ils peuvent être utilisés ensemble pour une qualité de coupe optimale.
Post-Traitement
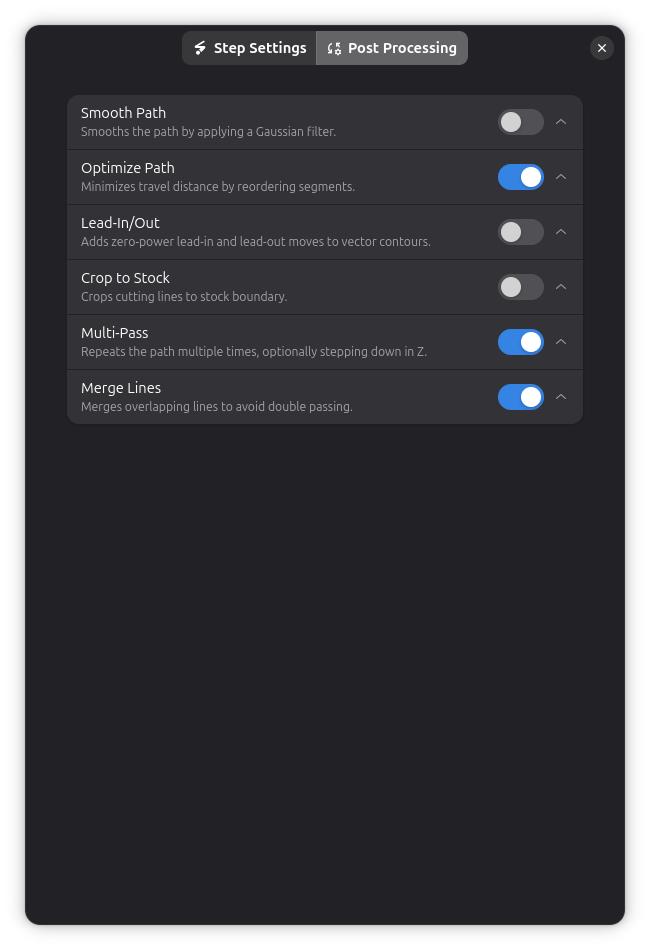
Les opérations de contour supportent plusieurs options de post-traitement :
- Lissage de Parcours - Réduire les bords irréguliers dans les parcours de coupe
- Ponts de Maintien - Maintenir les pièces coupées attachées au matériau de stock
- Rognage au Stock - Limiter les coupes à la limite du matériau
- Optimisation de Parcours - Réduire la distance de déplacement entre les coupes
- Passe Multiple - Répéter les coupes pour les matériaux épais
- Entrée/Sortie - Ajouter des mouvements d'approche et de sortie à puissance nulle pour des extrémités de coupe plus propres
Compensation de Kerf
Le kerf est la largeur du matériau retiré par le faisceau laser :
Pourquoi c'est important :
- Un cercle coupé "sur la ligne" sera légèrement plus petit que conçu
- Le laser retire ~0.2-0.4mm de matériau (selon la largeur du faisceau)
Comment compenser :
- Mesurez votre kerf sur des tests de coupe
- Utilisez le décalage de parcours = kerf/2
- Pour les pièces : décalez vers l'intérieur de kerf/2
- Pour les trous : décalez vers l'extérieur de kerf/2
Voir Kerf pour un guide détaillé.
Conseils & Meilleures Pratiques
Test de Matériau
Testez toujours d'abord :
- Coupez de petites formes de test sur du rebut
- Commencez avec des paramètres conservateurs (puissance plus basse, vitesse plus lente)
- Augmentez progressivement la puissance ou diminuez la vitesse
- Enregistrez les paramètres réussis
Ordre de Coupe
Meilleures pratiques :
- Gravez avant de couper (garde le matériau sécurisé)
- Coupez les caractéristiques intérieures avant le périmètre extérieur
- Utilisez des ponts de maintien pour les pièces qui pourraient bouger
- Coupez les plus petites pièces d'abord (moins de vibrations)
Dépannage
Les coupes ne traversent pas le matériau
- Augmentez : Le paramètre de puissance
- Diminuez : Le paramètre de vitesse
- Ajoutez : Plus de passes
- Vérifiez : La mise au point est correcte
- Vérifiez : Le faisceau est propre (lentille sale)
Brunissage ou brûlure excessifs
- Diminuez : Le paramètre de puissance
- Augmentez : Le paramètre de vitesse
- Utilisez : L'assistance air
- Essayez : Passes multiples plus rapides au lieu d'une lente
- Vérifiez : Le matériau est approprié pour la découpe laser
Les pièces tombent pendant la coupe
- Ajoutez : Ponts de maintien
- Utilisez : L'optimisation de l'ordre de coupe
- Coupez : Les caractéristiques intérieures avant l'extérieur
- Assurez-vous : Le matériau est plat et sécurisé
Profondeur de coupe incohérente
- Vérifiez : L'épaisseur du matériau est uniforme
- Vérifiez : Le matériau est plat (pas gondolé)
- Vérifiez : La distance de mise au point est cohérente
- Vérifiez : La puissance laser est stable
Coins ou courbes manqués
- Diminuez : La vitesse (surtout sur les coins)
- Vérifiez : Les paramètres d'accélération machine
- Vérifiez : Les courroies sont tendues
- Réduisez : La complexité du parcours (simplifiez les courbes)
Détails Techniques
Système de Coordonnées
Les opérations de contour fonctionnent en :
- Unités : Millimètres (mm)
- Origine : Dépend de la configuration de la machine et du travail
- Coordonnées : Plan X/Y (Z pour la profondeur multi-passe)
Génération de Parcours
Rayforge convertit les formes vectorielles en G-code :
- Décalage du parcours (si coupe intérieur/extérieur)
- Optimisation de l'ordre du parcours (minimiser le déplacement)
- Ajout des ponts de maintien (si configurés)
- Génération des commandes G-code
Commandes G-code
G-code de contour typique :
G0 X10 Y10 ; Déplacement rapide au départ
M3 S204 ; Laser activé à 80% puissance
G1 X50 Y10 F500 ; Coupe vers le point à 500 mm/min
G1 X50 Y50 F500 ; Coupe vers le point suivant
G1 X10 Y50 F500 ; Continue la coupe
G1 X10 Y10 F500 ; Complète le carré
M5 ; Laser éteint
Sujets Connexes
- Gravure - Remplir des zones avec des motifs de gravure
- Ponts de Maintien - Maintenir les pièces sécurisées pendant la coupe
- Kerf - Améliorer la précision de coupe
- Grille de Test de Matériau - Trouver les paramètres puissance/vitesse optimaux