Corte de Contorno
El corte de contorno traza el contorno de formas vectoriales para liberarlas del material. Es la operación láser más común para crear piezas, letreros y piezas decorativas.
Resumen
Las operaciones de contorno:
- Siguen trayectorias vectoriales (líneas, curvas, formas)
- Cortan a lo largo del perímetro de los objetos
- Soportan pasadas simples o múltiples para materiales gruesos
- Pueden usar trayectorias de corte interiores, exteriores o en línea
- Funcionan con cualquier forma vectorial cerrada o abierta
Cuándo Usar Contorno
Usa corte de contorno para:
- Liberar piezas del material base
- Crear contornos y bordes
- Cortar formas de madera, acrílico, cartón
- Perforar o marcar (con potencia reducida)
- Crear plantillas y patrones
No uses contorno para:
- Rellenar áreas (usa Grabado en su lugar)
- Imágenes bitmap (convierte a vectores primero)
Crear una Operación de Contorno
Paso 1: Seleccionar Objetetos
- Importa o dibuja formas vectoriales en el lienzo
- Selecciona los objetos que quieres cortar
- Asegura que las formas sean trayectorias cerradas para cortes completos
Paso 2: Añadir Operación de Contorno
- Menú: Operaciones Añadir Contorno
- Atajo: ctrl+shift+c
- Clic derecho: Menú contextual Añadir Operación Contorno
Paso 3: Configurar Ajustes
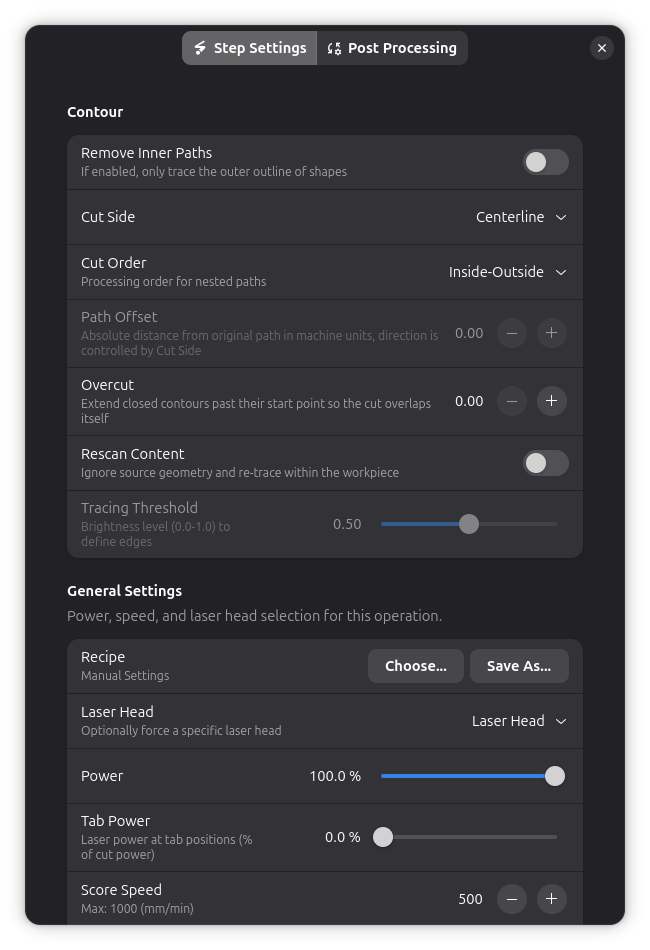
Ajustes Principales
Potencia y Velocidad
Potencia (%):
- Intensidad del láser de 0-100%
- Mayor potencia para materiales más gruesos
- Menor potencia para marcar o puntuar
Velocidad (mm/min):
- Qué tan rápido se mueve el láser
- Más lento = más energía = corte más profundo
- Más rápido = menos energía = corte más ligero
Corte Multi-Pasada
Para materiales más gruesos de lo que una sola pasada puede cortar:
Pasadas:
- Número de veces que se repite el corte
- Cada pasada corta más profundo
Profundidad de Pasada (paso Z):
- Cuánto bajar el eje Z por pasada (si es soportado)
- Requiere control de eje Z en tu máquina
- Crea corte 2.5D verdadero
- Configura en 0 para pasadas múltiples a la misma profundidad
La profundidad de pasada solo funciona si tu máquina tiene control de eje Z. Para máquinas sin eje Z, usa pasadas múltiples a la misma profundidad.
Desplazamiento de Trayectoria
Controla dónde corta el láser en relación a la trayectoria vectorial:
| Desplazamiento | Descripción | Usar Para |
|---|---|---|
| En Línea | Corta directamente en la trayectoria | Cortes de línea central, marcado |
| Interior | Corta dentro de la forma | Piezas que deben ajustarse al tamaño exacto |
| Exterior | Corta fuera de la forma | Agujeros donde las piezas se ajustan |
Distancia de Desplazamiento:
- Qué tan lejos dentro/fuera desplazar (mm)
- Típicamente configurado a la mitad del ancho de tu kerf
- Kerf = ancho de material removido por el láser
- Ejemplo: 0.15mm de desplazamiento para 0.3mm de kerf
Dirección de Corte
Horario vs Antihorario:
- Afecta qué lado del corte recibe más calor
- Generalmente horario para regla de la mano derecha
- Cambia si un lado se quema más que el otro
Optimizar Orden:
- Ordena automáticamente trayectorias para viaje mínimo
- Reduce tiempo de trabajo
- Previene cortes perdidos
Sobrecorte (Overcut)
Extiende las trayectorias de corte cerradas más allá de su punto de inicio para que el rayo láser se superponga con el inicio del corte:
Sobrecorte:
- Distancia en unidades de máquina para extender el corte más allá de la unión inicio/fin
- Establecer en 0 para desactivar (predeterminado)
- Valores típicos: 1–5 para la mayoría de los materiales
- Máximo: 100
Por qué usar sobrecorte:
Al inicio y final de un contorno cerrado, es posible que el láser no penetre completamente debido a la aceleración y desaceleración. El sobrecorte asegura que el haz se superponga en la unión, creando un corte limpio y completamente separado. Esto es especialmente útil para:
- Materiales gruesos donde la penetración completa es marginal
- Cortes a alta velocidad donde los efectos de aceleración son más pronunciados
- Piezas que deben caer libres sin post-procesamiento
El sobrecorte se aplica tanto a contornos exteriores como a agujeros internos.
Entrada/Salida agrega movimientos de aproximación y salida con potencia cero antes y después de la trayectoria de corte. El sobrecorte extiende la propia trayectoria de corte más allá de la unión. Pueden usarse juntos para una calidad de corte óptima.
Post-Procesamiento
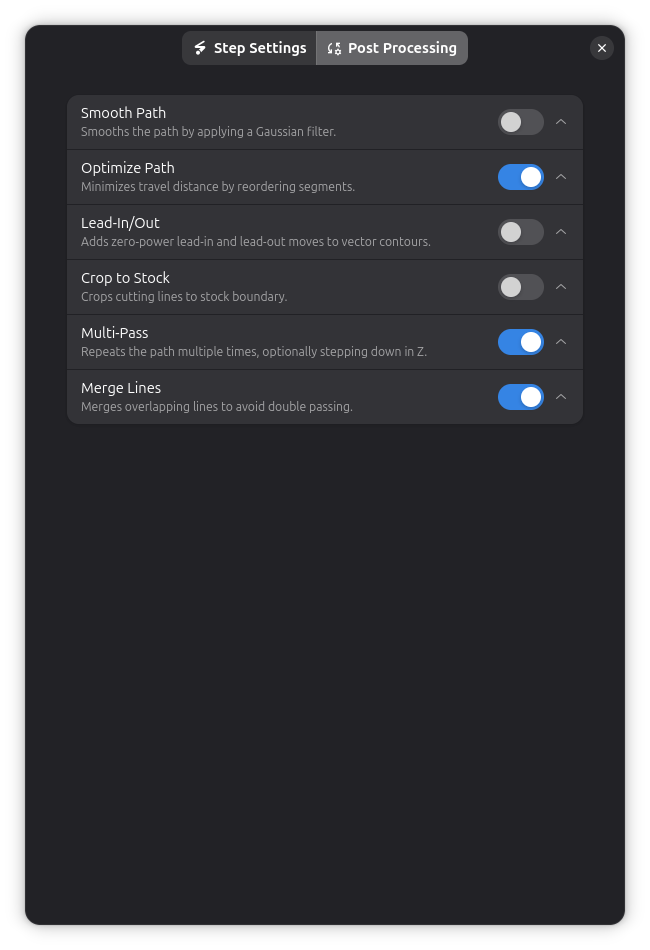
Las operaciones de contorno soportan varias opciones de post-procesamiento:
- Suavizar Trayectoria - Reduce bordes irregulares en trayectorias de corte
- Pestañas de Sujeción - Mantienen las piezas cortadas adjuntas al material base
- Recortar al Material - Limita los cortes al límite del material
- Optimización de Trayectoria - Reduce la distancia de viaje entre cortes
- Multi-Pasada - Repite cortes para materiales gruesos
- Entrada/Salida - Agregar movimientos de aproximación y salida sin potencia para extremos de corte más limpios
Compensación de Kerf
Kerf es el ancho de material removido por el haz láser:
Por qué importa:
- Un círculo cortado "en línea" será ligeramente más pequeño que el diseño
- El láser remueve ~0.2-0.4mm de material (dependiendo del ancho del haz)
Cómo compensar:
- Mide tu kerf en cortes de prueba
- Usa desplazamiento de trayectoria = kerf/2
- Para piezas: desplaza hacia adentro por kerf/2
- Para agujeros: desplaza hacia afuera por kerf/2
Ver Kerf para guía detallada.
Consejos y Mejores Prácticas
Prueba de Material
Siempre prueba primero:
- Corta pequeñas formas de prueba en material de desecho
- Comienza con ajustes conservadores (menor potencia, menor velocidad)
- Gradualmente aumenta potencia o disminuye velocidad
- Registra los ajustes exitosos
Orden de Corte
Mejores prácticas:
- Graba antes de cortar (mantiene el material asegurado)
- Corta características interiores antes del perímetro exterior
- Usa pestañas de sujeción para piezas que puedan moverse
- Corta las piezas más pequeñas primero (menos vibración)
Solución de Problemas
Los cortes no atraviesan el material
- Aumenta: Configuración de potencia
- Disminuye: Configuración de velocidad
- Añade: Más pasadas
- Verifica: El enfoque es correcto
- Verifica: El haz está limpio (lente sucio)
Chamuscado o quemadura excesiva
- Disminuye: Configuración de potencia
- Aumenta: Configuración de velocidad
- Usa: Asistencia de aire
- Prueba: Múltiples pasadas más rápidas en lugar de una lenta
- Verifica: El material es apropiado para corte láser
Las piezas caen durante el corte
- Añade: Pestañas de sujeción
- Usa: Optimización de orden de corte
- Corta: Características interiores antes del exterior
- Asegura: El material está plano y asegurado
Profundidad de corte inconsistente
- Verifica: El espesor del material es uniforme
- Verifica: El material está plano (no deformado)
- Verifica: La distancia de enfoque es consistente
- Confirma: La potencia del láser es estable
Esquinas o curvas perdidas
- Disminuye: Velocidad (especialmente en esquinas)
- Verifica: Ajustes de aceleración de la máquina
- Confirma: Las correas están tensas
- Reduce: Complejidad de la trayectoria (simplifica curvas)
Detalles Técnicos
Sistema de Coordenadas
Las operaciones de contorno trabajan en:
- Unidades: Milímetros (mm)
- Origen: Depende de la máquina y configuración del trabajo
- Coordenadas: Plano X/Y (Z para profundidad multi-pasada)
Generación de Trayectoria
Rayforge convierte formas vectoriales a G-code:
- Desplazar trayectoria (si es corte interior/exterior)
- Optimizar orden de trayectoria (minimizar viaje)
- Añadir pestañas de sujeción (si están configuradas)
- Generar comandos G-code
Comandos G-code
G-code típico de contorno:
G0 X10 Y10 ; Movimiento rápido al inicio
M3 S204 ; Láser encendido al 80% de potencia
G1 X50 Y10 F500 ; Cortar al punto a 500 mm/min
G1 X50 Y50 F500 ; Cortar al siguiente punto
G1 X10 Y50 F500 ; Continuar cortando
G1 X10 Y10 F500 ; Completar el cuadrado
M5 ; Láser apagado
Temas Relacionados
- Grabado - Rellenar áreas con patrones de grabado
- Pestañas de Sujeción - Mantener piezas aseguradas durante el corte
- Kerf - Mejorar precisión de corte
- Cuadrícula de Prueba de Material - Encontrar ajustes óptimos de potencia/velocidad