Kontur-Schneiden
Kontur-Schneiden zeichnet die Umrisse von Vektorformen nach, um sie aus Material zu schneiden. Es ist die häufigste Laser-Operation zum Erstellen von Teilen, Schildern und dekorativen Stücken.
Übersicht
Kontur-Operationen:
- Folgen Vektorpfaden (Linien, Kurven, Formen)
- Schneiden entlang der Perimeter von Objekten
- Unterstützen einzelne oder mehrere Durchgänge für dicke Materialien
- Können Innen-, Außen- oder Auf-Linie-Schneidepfade verwenden
- Arbeiten mit jeder geschlossenen oder offenen Vektorform
Wann Kontur verwenden
Verwende Kontur-Schneiden für:
- Teile aus Rohmaterial schneiden
- Umrisse und Rahmen erstellen
- Formen aus Holz, Acryl, Karton schneiden
- Perforieren oder Ritzen (mit reduzierter Leistung)
- Schablonen und Vorlagen erstellen
Verwende Kontur nicht für:
- Bereiche füllen (verwende stattdessen Gravur)
- Bitmap-Bilder (zuerst in Vektoren konvertieren)
Eine Kontur-Operation erstellen
Schritt 1: Objekte auswählen
- Vektorformen auf der Arbeitsfläche importieren oder zeichnen
- Die zu schneidenden Objekte auswählen
- Sicherstellen, dass Formen geschlossene Pfade für vollständige Schnitte sind
Schritt 2: Kontur-Operation hinzufügen
- Menü: Operationen Kontur hinzufügen
- Tastenkombination: ctrl+shift+c
- Rechtsklick: Kontextmenü Operation hinzufügen Kontur
Schritt 3: Einstellungen konfigurieren
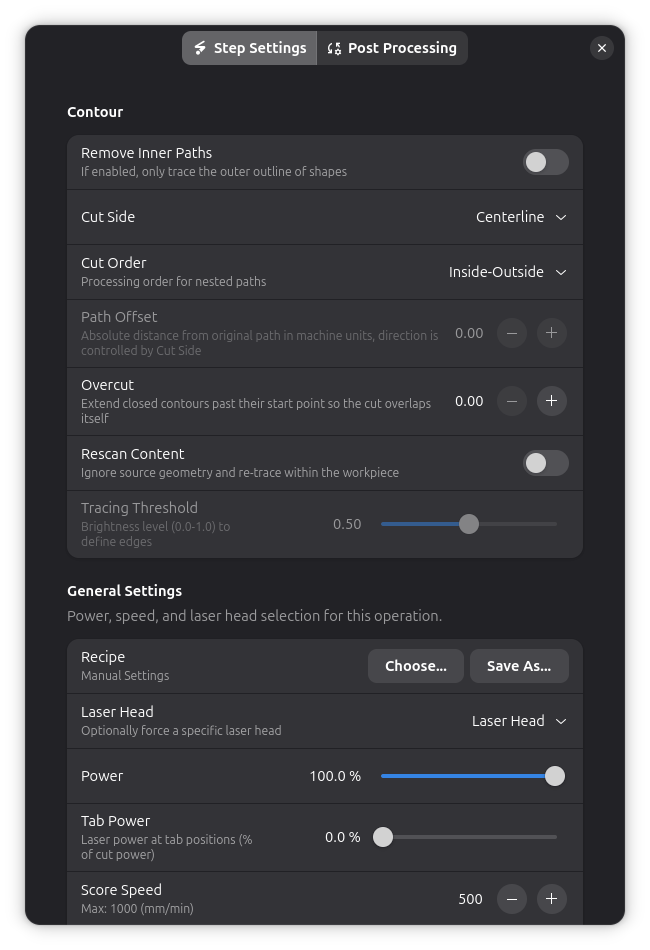
Haupt-Einstellungen
Leistung & Geschwindigkeit
Leistung (%):
- Laserintensität von 0-100%
- Höhere Leistung für dickere Materialien
- Niedrigere Leistung zum Ritzen oder Markieren
Geschwindigkeit (mm/min):
- Wie schnell sich der Laser bewegt
- Langsamer = mehr Energie = tieferer Schnitt
- Schneller = weniger Energie = leichterer Schnitt
Mehrfach-Durchgang-Schneiden
Für Materialien dicker als ein einzelner Durchgang schneiden kann:
Durchgänge:
- Anzahl der Male, den Schnitt zu wiederholen
- Jeder Durchgang schneidet tiefer
Durchgang-Tiefe (Z-Schritt):
- Wie viel pro Durchgang die Z-Achse abzusenken ist (falls unterstützt)
- Erfordert Z-Achsen-Steuerung auf deiner Maschine
- Erzeugt echtes 2.5D-Schneiden
- Auf 0 setzen für gleich tiefe Mehrfach-Durchgänge
Durchgang-Tiefe funktioniert nur, wenn deine Maschine über Z-Achsen-Steuerung verfügt. Für Maschinen ohne Z-Achse verwende mehrere Durchgänge auf gleicher Tiefe.
Pfad-Offset
Steuert, wo der Laser relativ zum Vektorpfad schneidet:
| Offset | Beschreibung | Verwendung für |
|---|---|---|
| Auf Linie | Schneidet direkt auf dem Pfad | Mittellinien-Schnitte, Ritzen |
| Innen | Schneidet innerhalb der Form | Teile, die exakter Größe entsprechen müssen |
| Außen | Schneidet außerhalb der Form | Löcher, in die Teile passen |
Offset-Distanz:
- Wie weit innen/außen zu offseten (mm)
- Typischerweise auf die Hälfte deiner Schnittbreite eingestellt
- Schnittbreite = Breite des vom Laser entfernten Materials
- Beispiel: 0.15mm Offset für 0.3mm Schnittbreite
Schnittrichtung
Uhrzeigersinn vs. Gegen-Uhrzeigersinn:
- Beeinflusst, welche Seite des Schnitts mehr Hitze bekommt
- Normalerweise Uhrzeigersinn für Recht-Hand-Regel
- Ändern, wenn eine Seite mehr verbrennt als die andere
Reihenfolge optimieren:
- Sortiert automatisch Pfade für minimales Verfahren
- Reduziert Job-Zeit
- Verhindert verpasste Schnitte
Überlappungsschnitt (Overcut)
Erweitert geschlossene Schnittpfade über ihren Startpunkt hinaus, sodass der Laserstrahl den Anfang des Schnitts überlappt:
Überlappungsschnitt:
- Distanz in Maschineneinheiten, um den Schnitt über die Start-/End-Verbindungsstelle hinaus zu verlängern
- Auf 0 setzen, um die Funktion zu deaktivieren (Standard)
- Typische Werte: 1–5 für die meisten Materialien
- Maximum: 100
Warum Überlappungsschnitt verwenden:
Am Anfang und Ende einer geschlossenen Kontur dringt der Laser aufgrund von Beschleunigung und Verzögerung möglicherweise nicht vollständig ein. Der Überlappungsschnitt stellt sicher, dass der Strahl an der Verbindungsstelle überlappt und einen sauberen, vollständig durchtrennten Schnitt erzeugt. Dies ist besonders nützlich für:
- Dicke Materialien, bei denen der vollständige Durchtritt knapp ist
- Hochgeschwindigkeitsschnitte, bei denen Beschleunigungseffekte stärker ausgeprägt sind
- Teile, die ohne Nachbearbeitung herausfallen müssen
Der Überlappungsschnitt wird sowohl auf Außenkonturen als auch auf innere Löcher angewendet.
Ein-/Auslauf fügt Nullleistungs-An- und Abfahrtsbewegungen vor und nach dem Schnittpfad hinzu. Der Überlappungsschnitt verlängert den Schnittpfad selbst über die Verbindungsstelle hinaus. Beide können zusammen für optimale Schnittqualität verwendet werden.
Nachbearbeitung
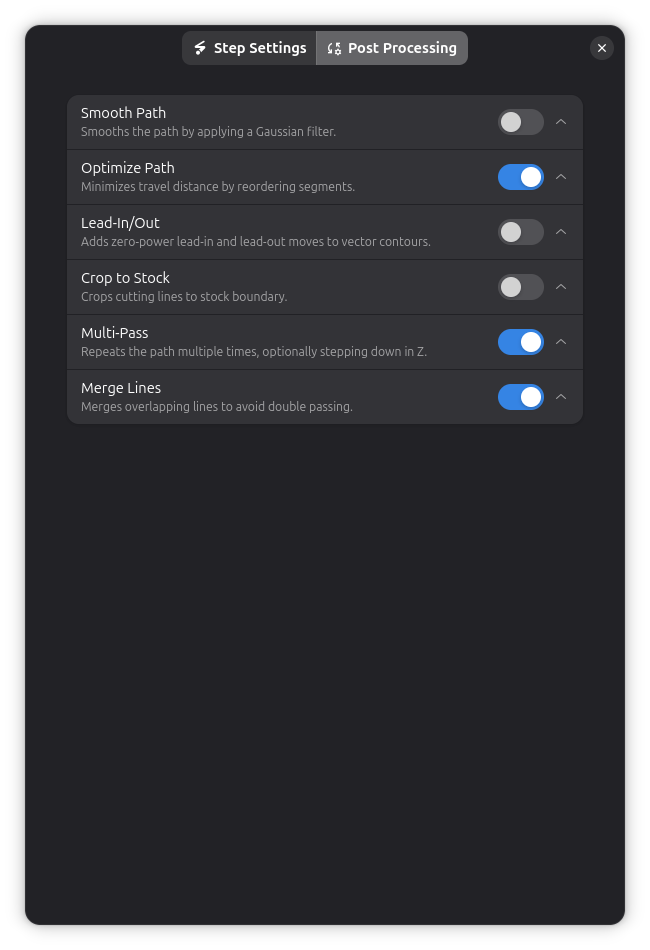
Kontur-Operationen unterstützen mehrere Nachbearbeitungsoptionen:
- Pfad-Glättung - Gezackte Kanten in Schneidepfaden reduzieren
- Halte-Laschen - Geschnittene Teile am Rohmaterial befestigt halten
- Auf Rohmaterial zuschneiden - Schnitte auf Materialgrenze beschränken
- Pfad-Optimierung - Verfahrdistanz zwischen Schnitten reduzieren
- Mehrfach-Durchgang - Schnitte für dicke Materialien wiederholen
- Ein-/Auslauf - Nullleistung-An- und Abfahrtsbewegungen für sauberere Schnittenden hinzufügen
Schnittbreiten-Kompensation
Schnittbreite ist die Breite des vom Laserstrahl entfernten Materials:
Warum es wichtig ist:
- Ein Kreis, der "auf Linie" geschnitten wird, wird etwas kleiner sein als entworfen
- Der Laser entfernt ~0.2-0.4mm Material (je nach Strahlbreite)
Wie zu kompensieren:
- Schnittbreite auf Testschnitten messen
- Pfad-Offset = Schnittbreite/2 verwenden
- Für Teile: um Schnittbreite/2 nach innen offseten
- Für Löcher: um Schnittbreite/2 nach außen offseten
Siehe Schnittbreite für detaillierte Anleitung.
Tipps & Best Practices
Material-Testen
Immer zuerst testen:
- Kleine Testformen auf Abfall schneiden
- Mit konservativen Einstellungen beginnen (niedrigere Leistung, langsamere Geschwindigkeit)
- Leistung schrittweise erhöhen oder Geschwindigkeit verringern
- Erfolgreiche Einstellungen aufzeichnen
Schneide-Reihenfolge
Beste Praktiken:
- Gravieren vor Schneiden (hält Material befestigt)
- Innen-Features vor Außen-Perimeter schneiden
- Halte-Laschen für Teile verwenden, die sich bewegen könnten
- Kleinste Teile zuerst schneiden (weniger Vibration)
Fehlerbehebung
Schnitte gehen nicht durch Material
- Erhöhen: Leistungseinstellung
- Verringern: Geschwindigkeitseinstellung
- Hinzufügen: Mehr Durchgänge
- Überprüfen: Fokus ist korrekt
- Überprüfen: Strahl ist sauber (verschmutzte Linse)
Übermäßiges Verrußen oder Verbrennen
- Verringern: Leistungseinstellung
- Erhöhen: Geschwindigkeitseinstellung
- Verwenden: Luftunterstützung
- Versuchen: Mehr schnellere Durchgänge statt einem langsamen
- Überprüfen: Material ist für Laserschneiden geeignet
Teile fallen während des Schneidens heraus
- Hinzufügen: Halte-Laschen
- Verwenden: Schneide-Reihenfolge-Optimierung
- Schneiden: Innen-Features vor Außen
- Sicherstellen: Material ist flach und befestigt
Inkonsistente Schnitttiefe
- Überprüfen: Materialstärke ist einheitlich
- Überprüfen: Material ist flach (nicht gewölbt)
- Überprüfen: Fokusdistanz ist konsistent
- Verifizieren: Laserleistung ist stabil
Verpasste Ecken oder Kurven
- Verringern: Geschwindigkeit (besonders an Ecken)
- Überprüfen: Maschinen-Beschleunigungseinstellungen
- Verifizieren: Riemen sind straff
- Reduzieren: Pfad-Komplexität (Kurven vereinfachen)
Technische Details
Koordinatensystem
Kontur-Operationen arbeiten in:
- Einheiten: Millimeter (mm)
- Ursprung: Hängt von Maschine und Job-Setup ab
- Koordinaten: X/Y-Ebene (Z für Mehrfach-Durchgang-Tiefe)
Pfad-Generierung
Rayforge konvertiert Vektorformen in G-Code:
- Pfad offseten (falls Innen-/Außen-Schneiden)
- Pfad-Reihenfolge optimieren (Verfahren minimieren)
- Halte-Laschen hinzufügen (falls konfiguriert)
- G-Code-Befehle generieren
G-Code-Befehle
Typischer Kontur-G-Code:
G0 X10 Y10 ; Eilgang zum Start
M3 S204 ; Laser an bei 80% Leistung
G1 X50 Y10 F500 ; Zu Punkt schneiden bei 500 mm/min
G1 X50 Y50 F500 ; Zu nächstem Punkt schneiden
G1 X10 Y50 F500 ; Schneiden fortsetzen
G1 X10 Y10 F500 ; Quadrat vervollständigen
M5 ; Laser aus
Verwandte Themen
- Gravur - Bereiche mit Gravurmustern füllen
- Halte-Laschen - Teile während des Schneidens sichern
- Schnittbreite - Schnittgenauigkeit verbessern
- Materialtest-Raster - Optimale Leistungs-/Geschwindigkeitseinstellungen finden