轮廓切割
轮廓切割沿矢量形状的轮廓切割以从材料上切下它们。这是创建零件、标志和装饰作品最常见的激光操作。
概述
轮廓操作:
- 沿矢量路径(线、曲线、形状)
- 沿对象周长切割
- 支持厚材料的单次或多次遍
- 可以使用内部、外部或在线切割路径
- 适用于任何封闭或开放的矢量形状
何时使用轮廓
使用轮廓切割用于:
- 从材料上切割零件
- 创建轮廓和边框
- 从木材、亚克力、纸板上切割形状
- 穿孔或划线(降低功率)
- 创建模板和样板
不要使用轮廓用于:
- 填充区域(改用雕刻)
- 位图图像(先转换为矢量)
创建轮廓操作
第 1 步:选择对象
- 在画布上导入或绘制矢量形状
- 选择要切割的对象
- 确保形状是完整切割的封闭路径
第 2 步:添加轮廓操作
- 菜单: 操作 → 添加轮廓
- 快捷键: ctrl+shift+c
- 右键点击: 上下文菜单 → 添加操作 → 轮廓
第 3 步:配置设置
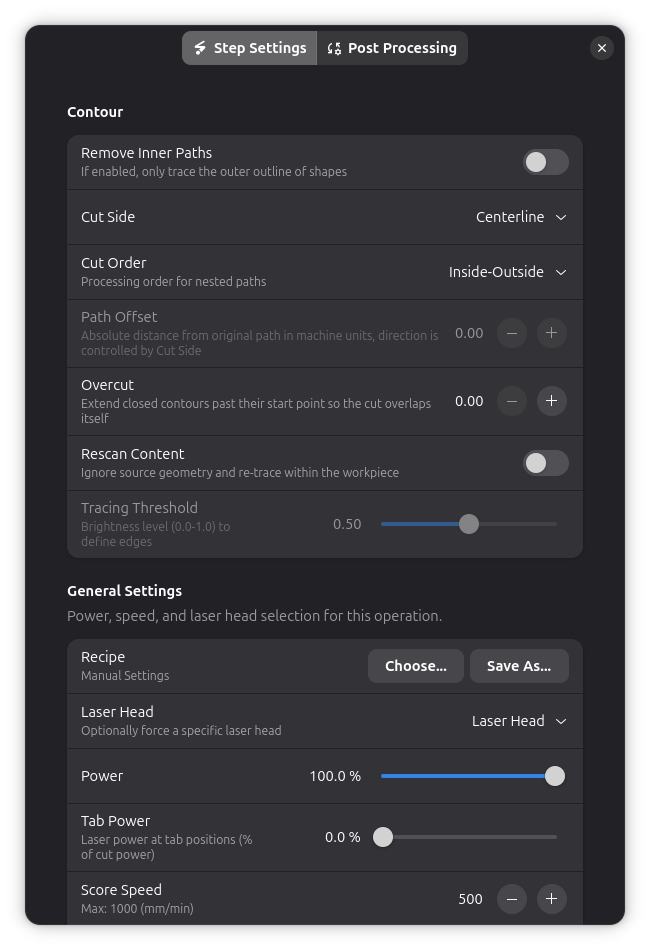
关键设置
功率和速度
功率(%):
- 激光强度从 0-100%
- 较厚的材料较高功率
- 划线或标记较低功率
速度(mm/min):
- 激光移动的速度
- 较慢 = 更多能量 = 更深的切割
- 较快 = 较少能量 = 较浅的切割
多次切割
对于单次遍无法切割的材料:
次数:
- 重复切割的次数
- 每遍切割更深
遍深度(Z 步):
- 每遍降低 Z 轴多少(如果支持)
- 需要机器上的 Z 轴控制
- 创建真正的 2.5D 切割
- 对于相同深度的多次遍设置为 0
需要 Z 轴
遍深度仅在您的机器有 Z 轴控制时有效。对于无 Z 轴的机器,使用相同深度的多次遍。
路径偏移
控制激光相对于矢量路径切割的位置:
| 偏移 | 描述 | 用于 |
|---|---|---|
| 在线 | 直接在路径上切割 | 中心线切割、划线 |
| 内部 | 在形状内切割 | 必须适合精确尺寸的零件 |
| 外部 | 在形状外切割 | 零件适合的孔 |
偏移距离:
- 在内部/外部偏移多远(mm)
- 通常设置为缝隙宽度的一半
- 缝隙 = 激光移除的材料宽度
- 例如:0.3mm 缝隙用 0.15mm 偏移
切割方向
顺时针与逆时针:
- 影响切割的哪一侧获得更多热量
- 通常顺时针用于右手规则
- 如果一侧比另一侧燃烧更多,请更改
优化顺序:
- 自动排序路径以获得最小行程
- 减少作业时间
- 防止漏切
过切 (Overcut)
将闭合切割路径延伸至起点之外,使激光束与切割起点重叠:
过切:
- 以机器单位表示的距离,将切割延伸至起点/终点连接处之外
- 设置为 0 以禁用(默认)
- 典型值:大多数材料为 1–5
- 最大值:100
为什么使用过切:
在闭合轮廓的起点和终点处,由于加速和减速,激光可能无法完全穿透。过切确保光束在连接处重叠,形成干净、完全切断的切口。这对于以下情况特别有用:
- 完全穿透较为勉强的厚材料
- 加速效应更明显的高速切割
- 需要无需后处理即可自由脱落的零件
过切适用于外部轮廓和内部孔洞。
引入/引出 vs 过切
引入/引出 在切割路径前后添加零功率的接近和退出运动。过切则将切割路径本身延伸至连接处之外。它们可以一起使用以获得最佳切割质量。
后处理
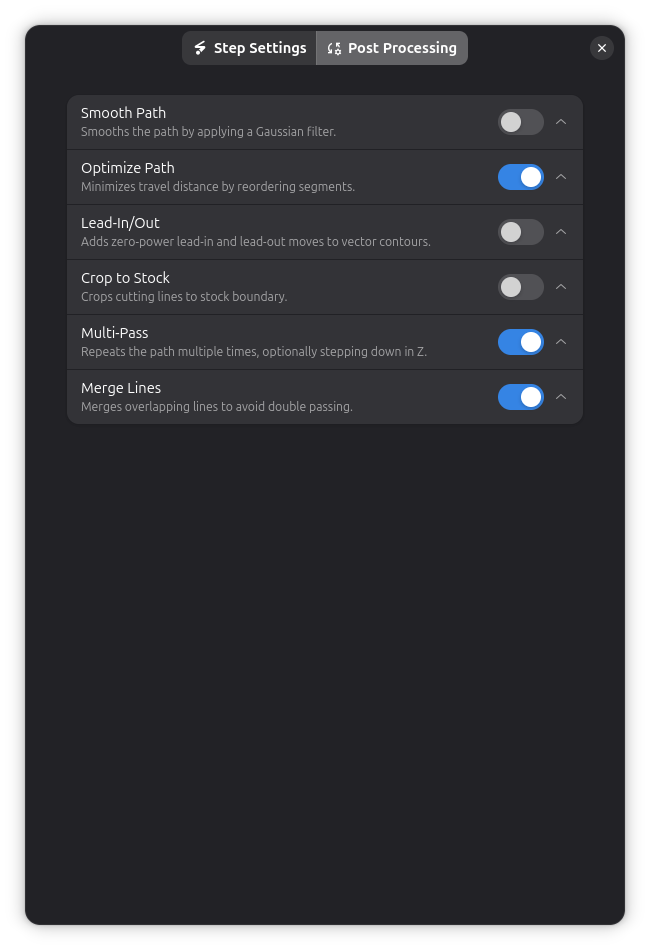
轮廓操作支持多种后处理选项:
- 平滑路径 - 减少切割路径中的锯齿状边缘
- 固定标签 - 保持切割件与材料连接
- 裁剪到材料 - 将切割限制在材料边界内
- 路径优化 - 减少切割之间的行程距离
- 多次遍 - 为厚材料重复切割
- 引入/引出 - 添加零功率接近和退出运动,使切割端面更整洁
缝隙补偿
缝隙是激光束移除的材料宽度:
为什么重要:
- "在线"切割的圆将比设计略小
- 激光移除约 0.2-0.4mm 材料(取决于光束宽度)
如何补偿:
- 在测试切割上测量缝隙
- 使用路径偏移 = 缝隙/2
- 对于零件:向内偏移 缝隙/2
- 对于孔:向外偏移 缝隙/2
有��关详细指南,请参阅缝隙。
提示和最佳实践
材料测试
始终先测试:
- 在废料上切割小测试形状
- 从保守设置开始(较低功率,较慢速度)
- 逐渐增加功率或降低速度
- 记录成功的设置
切割顺序
最佳实践:
- 切割前雕刻(保持材料固定)
- 外周之前切割内部特征
- 使用固定标签用于可能移动的零件
- 首先切割最小的零件(较少振动)
故障排除
切割未穿透材料
- 增加: 功率设置
- 降低: 速度设置
- 添加: 更多次�数
- 检查: 对焦正确
- 检查: 光束干净(脏透镜)
过度烧焦或燃烧
- 降低: 功率设置
- 增加: 速度设置
- 使用: 空气辅助
- 尝试: 多次较快的遍而不是一次慢遍
- 检查: 材料适合激光切割
切割期间零件掉落
- 添加: 固定标签
- 使用: 切割顺序优化
- 切割: 外部之前先内部
- 确保: 材料平坦并固定
切割深度不一致
- 检查: 材料厚度均匀
- 检查: 材料平坦(未翘曲)
- 检查: 对焦距离一致
- 验证: 激光功率稳定
错过角落或曲线
- 降低: 速度(特别是角落)
- 检查: 机器加速度设置
- 验证: 皮带紧固
- 降低: 路径复杂度(简化曲线)
技术细节
坐标系统
轮廓操作工作于:
- 单位: 毫米(mm)
- 原点: 取决于机器和作业设置
- 坐标: X/Y 平面(Z 用于多次遍深度)
路径生成
Rayforge 将矢量形状转换为 G 代码:
- 偏移路径(如果是内部/外部切割)
- 优化路径顺序(最小化行程)
- 添加固定标签(如果配置)
- 生成 G 代码命令
G 代码命令
典型的轮廓 G 代码:
G0 X10 Y10 ; 快速移动到起点
M3 S204 ; 激光开,80% 功率
G1 X50 Y10 F500 ; 以 500 mm/min 切割到点
G1 X50 Y50 F500 ; 切割到下一个点
G1 X10 Y50 F500 ; 继续切割
G1 X10 Y10 F500 ; 完成方形
M5 ; 激光关