Macros & Hooks
O Rayforge fornece dois poderosos recursos de automação para personalizar seu fluxo de trabalho: Macros e Hooks. Ambos permitem injetar G-code personalizado em seus trabalhos, mas servem a propósitos diferentes.
Visão Geral
| Recurso | Propósito | Gatilho | Caso de Uso |
|---|---|---|---|
| Macros | Snippets de G-code reutilizáveis | Execução manual | Comandos rápidos, padrões de teste, rotinas personalizadas |
| Hooks | Injeção automática de G-code | Eventos do ciclo de vida do trabalho | Sequências de inicialização, mudanças de camada, limpeza |
Macros
Macros são scripts de G-code nomeados e reutilizáveis que você pode executar manualmente a qualquer momento.
Para Que Servem as Macros?
Casos de uso comuns de macros:
- Levar a máquina à origem - Enviar
$Hrapidamente - Definir deslocamentos de trabalho - Armazenar e recuperar posições G54/G55
- Controle de assistência de ar - Ligar/desligar assistência de ar
- Teste de foco - Executar um padrão rápido de teste de foco
- Trocas de ferramenta personalizadas - Para configurações multi-laser
- Rotinas de emergência - Desligamento rápido ou limpar alarme
- Sondagem de material - Auto-foco ou medição de altura
Criando uma Macro
-
Abrir Configurações da Máquina:
- Navegue até Configurações → Máquina → Macros
-
Adicionar uma nova macro:
- Clique no botão "+"
- Digite um nome descritivo (ex: "Home Machine", "Enable Air Assist")
-
Escreva seu G-code:
- Cada linha é um comando G-code separado
- Comentários começam com
;ou( - Variáveis podem ser usadas (veja Substituição de Variáveis abaixo)
-
Salve a macro
-
Execute a macro:
- Na lista de macros, clique na macro
- Ou atribua um atalho de teclado (se suportado)
Exemplos de Macros
Simples: Levar a Máquina à Origem
Nome: Home Machine Código:
$H
; Espera o homing completar
Uso: Rapidamente leva a máquina à origem antes de começar o trabalho.
Médio: Definir Deslocamento de Trabalho
Nome: Set G54 to Current Position Código:
G10 L20 P1 X0 Y0
; Define a origem do sistema de coordenadas de trabalho G54 para a posição atual
Uso: Marca a posição atual do laser como a origem do trabalho.
Avançado: Grade de Teste de Foco
Nome: 9-Point Focus Test Código:
; Grade de 9 pontos para encontrar foco ideal
G21 ; Milímetros
G90 ; Posicionamento absoluto
G0 X10 Y10
M3 S1000
G4 P0.1
M5
G0 X20 Y10
M3 S1000
G4 P0.1
M5
; ... (repetir para os pontos restantes)
Uso: Testa rapidamente o foco em diferentes posições da mesa.
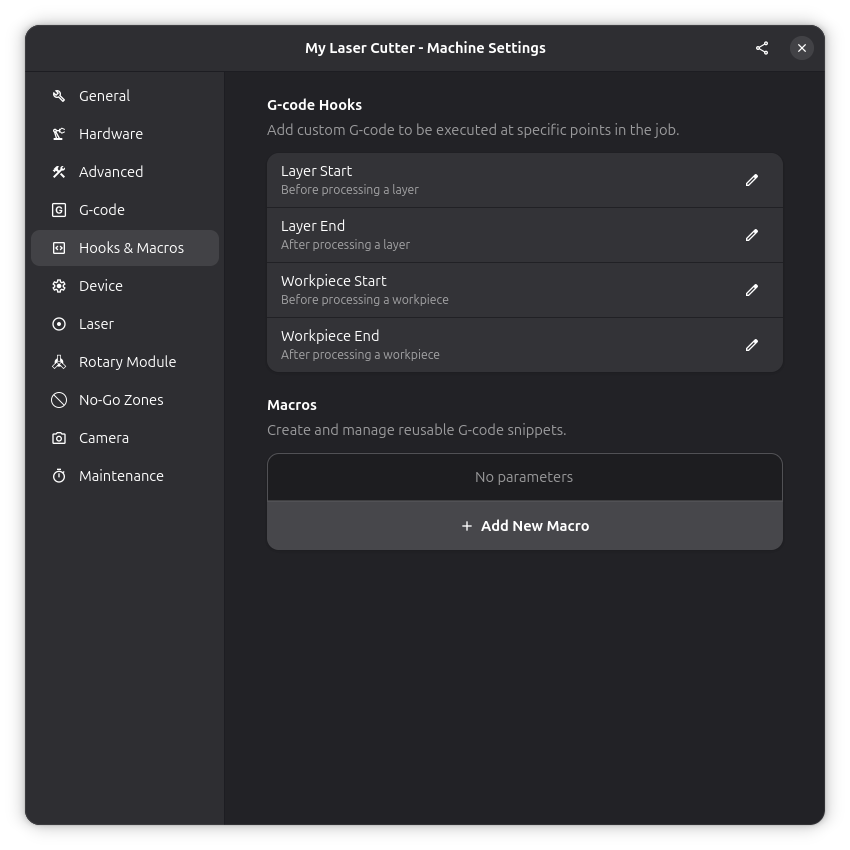
Hooks
Hooks são injeções automáticas de G-code acionadas por eventos específicos durante a execução do trabalho.
Gatilhos de Hook
O Rayforge suporta estes gatilhos de hook:
| Gatilho | Quando Executa | Usos Comuns |
|---|---|---|
| Início da Camada | Antes de processar cada camada | Troca de ferramenta, ajuste de potência, comentários |
| Fim da Camada | Após processar cada camada | Notificação de progresso, pausa |
| Início da Peça | Antes de processar cada peça | Numeração de peças, marcas de alinhamento |
| Fim da Peça | Após processar cada peça | Resfriamento, pausa de inspeção |
O G-code de início e fim de trabalho é configurado através das configurações de preâmbulo e postscript do dialeto, não através de hooks. Veja Configurações de G-code para detalhes.
Criando um Hook
-
Abrir Configurações da Máquina:
- Navegue até Configurações → Máquina → Hooks
-
Selecionar um gatilho:
- Escolha o evento quando este hook deve executar
-
Escreva seu G-code:
- O código do hook é injetado no ponto do gatilho
- Use variáveis para valores dinâmicos (veja abaixo)
-
Habilitar/desabilitar:
- Ative/desative hooks sem excluí-los
Exemplos de Hooks
Início da Camada: Adicionar Comentário
Gatilho: Início da Camada Código:
; Iniciando camada: {layer_name}
; Índice da camada: {layer_index}
Propósito: Torna o G-code mais legível para depuração.
Início da Peça: Numeração de Peças
Gatilho: Início da Peça Código:
; Peça: {workpiece_name}
; Peça {workpiece_index} de {total_workpieces}
Propósito: Rastreia o progresso em trabalhos com múltiplas peças.
Ordem de Execução dos Hooks
Para um trabalho com 2 camadas, cada uma com 2 peças:
[Hook Início da Camada] (Camada 1)
[Hook Início da Peça] (Peça 1)
... G-code da peça 1 ...
[Hook Fim da Peça] (Peça 1)
[Hook Início da Peça] (Peça 2)
... G-code da peça 2 ...
[Hook Fim da Peça] (Peça 2)
[Hook Fim da Camada] (Camada 1)
[Hook Início da Camada] (Camada 2)
[Hook Início da Peça] (Peça 3)
... G-code da peça 3 ...
[Hook Fim da Peça] (Peça 3)
[Hook Início da Peça] (Peça 4)
... G-code da peça 4 ...
[Hook Fim da Peça] (Peça 4)
[Hook Fim da Camada] (Camada 2)
Substituição de Variáveis
Tanto macros quanto hooks suportam substituição de variáveis para injetar valores dinâmicos.
Variáveis Disponíveis
Variáveis usam a sintaxe {variable_name} e são substituídas durante a geração do G-code.
Variáveis de nível de trabalho:
| Variável | Descrição | Valor de Exemplo |
|---|---|---|
{job_name} | Nome do trabalho/documento atual | "test-job" |
{date} | Data atual | "2025-10-03" |
{time} | Hora atual | "14:30:25" |
Variáveis de nível de camada:
| Variável | Descrição | Valor de Exemplo |
|---|---|---|
{layer_name} | Nome da camada atual | "Cut Layer" |
{layer_index} | Índice baseado em zero da camada atual | 0, 1, 2... |
{total_layers} | Número total de camadas no trabalho | 3 |
Variáveis de nível de peça:
| Variável | Descrição | Valor de Exemplo |
|---|---|---|
{workpiece_name} | Nome da peça | "Circle 1" |
{workpiece_index} | Índice baseado em zero da peça atual | 0, 1, 2... |
{total_workpieces} | Número total de peças | 5 |
Variáveis da máquina:
| Variável | Descrição | Valor de Exemplo |
|---|---|---|
{machine_name} | Nome do perfil da máquina | "My K40" |
{max_speed} | Velocidade máxima de corte (mm/min) | 1000 |
{work_width} | Largura da área de trabalho (mm) | 300 |
{work_height} | Altura da área de trabalho (mm) | 200 |
Exemplo: Notificação de Progresso
Hook: Início da Camada Código:
; ========================================
; Camada {layer_index} de {total_layers}: {layer_name}
; Trabalho: {job_name}
; Hora: {time}
; ========================================
Resultado no G-code:
; ========================================
; Camada 0 de 3: Cut Layer
; Trabalho: test-project
; Hora: 14:30:25
; ========================================
Casos de Uso Avançados
Configuração Multi-Ferramenta
Para máquinas com múltiplos lasers ou ferramentas:
Hook: Início da Peça Código:
; Selecionar ferramenta para peça {workpiece_name}
T{tool_number} ; Comando de troca de ferramenta (se suportado)
G4 P1 ; Esperar pela troca de ferramenta
Pausas Condicionais
Adicione pausas opcionais para inspeção:
Hook: Fim da Camada Código:
; M0 ; Descomente para pausar após cada camada para inspeção
Assistência de Ar Por Camada
Controle a assistência de ar em uma base por camada:
Hook: Início da Camada (para camadas de corte) Código:
M8 ; Assistência de ar LIGADA
Hook: Início da Camada (para camadas de gravação) Código:
M9 ; Assistência de ar DESLIGADA (previne dispersão de poeira para gravação)
O Rayforge atualmente não suporta personalização de hooks por camada. Para conseguir isso, use G-code condicional ou perfis de máquina separados.
Considerações de Segurança
Sempre teste macros e hooks no modo de simulação ou com o laser desabilitado antes de executar em trabalhos reais. G-code configurado incorretamente pode:
- Colidir a máquina contra os limites
- Disparar o laser inesperadamente
- Danificar materiais ou equipamentos
Checklist de segurança:
- Macros incluem limites de avanço (parâmetro
F) - Macros verificam limites de posição
- Testado em simulação ou com laser desabilitado
Páginas Relacionadas
- Configurações do Dispositivo - Referência de comandos GRBL
- Dialetos de G-code - Compatibilidade de G-code
- Configurações Gerais - Configuração da máquina
- Fluxo de Trabalho Multi-Camadas - Usando hooks com camadas