Macros y Hooks
Rayforge proporciona dos potentes funciones de automatización para personalizar tu flujo de trabajo: Macros y Hooks. Ambas te permiten inyectar código G personalizado en tus trabajos, pero sirven propósitos diferentes.
Resumen
| Función | Propósito | Disparador | Caso de Uso |
|---|---|---|---|
| Macros | Fragmentos de código G reutilizables | Ejecución manual | Comandos rápidos, patrones de prueba, rutinas personalizadas |
| Hooks | Inyección automática de código G | Eventos del ciclo de vida del trabajo | Secuencias de inicio, cambios de capa, limpieza |
Macros
Las macros son scripts de código G nombrados y reutilizables que puedes ejecutar manualmente en cualquier momento.
¿Para Qué Sirven las Macros?
Casos de uso comunes de macros:
- Llevar la máquina al origen - Enviar
$Hrápidamente - Establecer desplazamientos de trabajo - Almacenar y recuperar posiciones G54/G55
- Control de asistencia de aire - Activar/desactivar asistencia de aire
- Prueba de enfoque - Ejecutar un patrón de prueba de enfoque rápido
- Cambios de herramienta personalizados - Para configuraciones con múltiples láseres
- Rutinas de emergencia - Apagado rápido o limpieza de alarma
- Sondeo de material - Autoenfoque o medición de altura
Creando una Macro
-
Abrir Configuración de Máquina:
- Navega a Configuración → Máquina → Macros
-
Añadir una nueva macro:
- Haz clic en el botón "+"
- Ingresa un nombre descriptivo (ej., "Llevar Máquina al Origen", "Habilitar Asistencia de Aire")
-
Escribe tu código G:
- Cada línea es un comando de código G separado
- Los comentarios comienzan con
;o( - Se pueden usar variables (ver Sustitución de Variables más abajo)
-
Guarda la macro
-
Ejecuta la macro:
- Desde la lista de macros, haz clic en la macro
- O asigna un atajo de teclado (si es compatible)
Ejemplos de Macros
Simple: Llevar la Máquina al Origen
Nombre: Llevar Máquina al Origen Código:
$H
; Espera a que el homing se complete
Uso: Lleva rápidamente la máquina al origen antes de comenzar el trabajo.
Medio: Establecer Desplazamiento de Trabajo
Nombre: Establecer G54 a la Posición Actual Código:
G10 L20 P1 X0 Y0
; Establece el origen del sistema de coordenadas de trabajo G54 a la posición actual
Uso: Marca la posición actual del láser como el origen del trabajo.
Avanzado: Cuadrícula de Prueba de Enfoque
Nombre: Prueba de Enfoque de 9 Puntos Código:
; Cuadrícula de 9 puntos para encontrar el enfoque óptimo
G21 ; Milímetros
G90 ; Posicionamiento absoluto
G0 X10 Y10
M3 S1000
G4 P0.1
M5
G0 X20 Y10
M3 S1000
G4 P0.1
M5
; ... (repetir para los puntos restantes)
Uso: Prueba rápidamente el enfoque en diferentes posiciones de la cama.
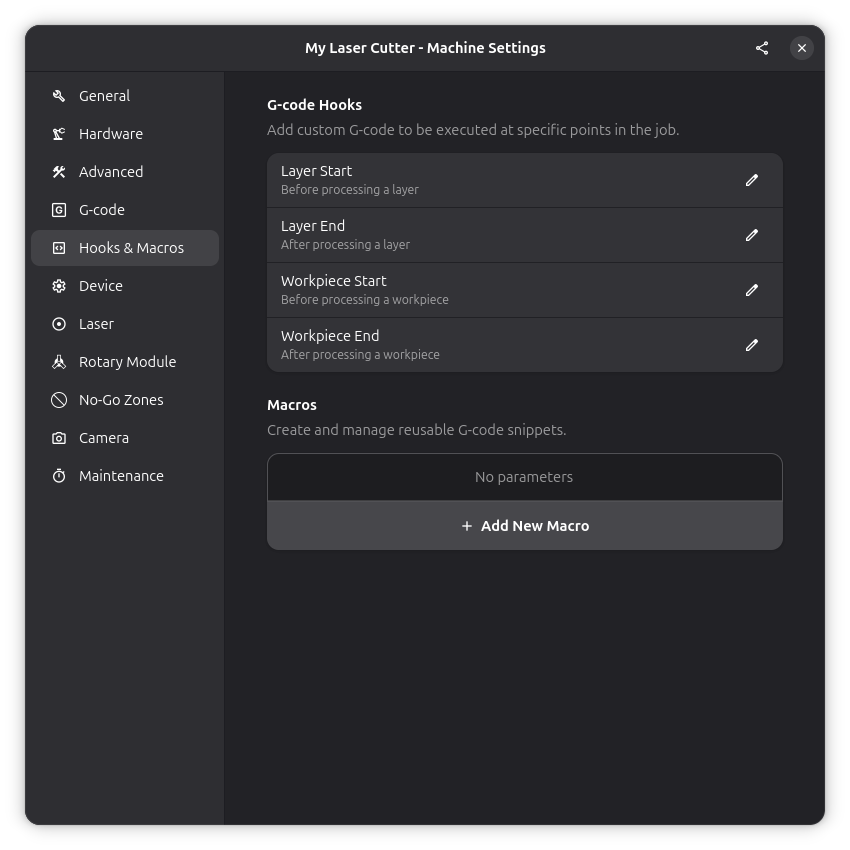
Hooks
Los Hooks son inyecciones automáticas de código G activadas por eventos específicos durante la ejecución del trabajo.
Disparadores de Hooks
Rayforge soporta estos disparadores de hooks:
| Disparador | Cuándo se Ejecuta | Usos Comunes |
|---|---|---|
| Inicio de Capa | Antes de procesar cada capa | Cambio de herramienta, ajuste de potencia, comentarios |
| Fin de Capa | Después de procesar cada capa | Notificación de progreso, pausa |
| Inicio de Pieza | Antes de procesar cada pieza | Numeración de partes, marcas de alineación |
| Fin de Pieza | Después de procesar cada pieza | Enfriamiento, pausa de inspección |
El código G de inicio y fin de trabajo se configura a través de los ajustes de preámbulo y postscript del dialecto, no mediante hooks. Ver Ajustes de Código G para detalles.
Creando un Hook
-
Abrir Configuración de Máquina:
- Navega a Configuración → Máquina → Hooks
-
Seleccionar un disparador:
- Elige el evento cuando este hook debe ejecutarse
-
Escribe tu código G:
- El código del hook se inyecta en el punto del disparador
- Usa variables para valores dinámicos (ver más abajo)
-
Habilitar/deshabilitar:
- Activa/desactiva hooks sin eliminarlos
Ejemplos de Hooks
Inicio de Capa: Añadir Comentario
Disparador: Inicio de Capa Código:
; Iniciando capa: {layer_name}
; Índice de capa: {layer_index}
Propósito: Hace el código G más legible para depuración.
Inicio de Pieza: Numeración de Partes
Disparador: Inicio de Pieza Código:
; Parte: {workpiece_name}
; Parte {workpiece_index} de {total_workpieces}
Propósito: Rastrea el progreso en trabajos de múltiples partes.
Orden de Ejecución de Hooks
Para un trabajo con 2 capas, cada una con 2 piezas:
[Hook Inicio de Capa] (Capa 1)
[Hook Inicio de Pieza] (Pieza 1)
... código G de pieza 1 ...
[Hook Fin de Pieza] (Pieza 1)
[Hook Inicio de Pieza] (Pieza 2)
... código G de pieza 2 ...
[Hook Fin de Pieza] (Pieza 2)
[Hook Fin de Capa] (Capa 1)
[Hook Inicio de Capa] (Capa 2)
[Hook Inicio de Pieza] (Pieza 3)
... código G de pieza 3 ...
[Hook Fin de Pieza] (Pieza 3)
[Hook Inicio de Pieza] (Pieza 4)
... código G de pieza 4 ...
[Hook Fin de Pieza] (Pieza 4)
[Hook Fin de Capa] (Capa 2)
Sustitución de Variables
Tanto las macros como los hooks soportan sustitución de variables para inyectar valores dinámicos.
Variables Disponibles
Las variables usan la sintaxis {variable_name} y se reemplazan durante la generación del código G.
Variables a nivel de trabajo:
| Variable | Descripción | Valor de Ejemplo |
|---|---|---|
{job_name} | Nombre del trabajo/documento actual | "test-job" |
{date} | Fecha actual | "2025-10-03" |
{time} | Hora actual | "14:30:25" |
Variables a nivel de capa:
| Variable | Descripción | Valor de Ejemplo |
|---|---|---|
{layer_name} | Nombre de la capa actual | "Capa de Corte" |
{layer_index} | Índice basado en cero de la capa actual | 0, 1, 2... |
{total_layers} | Número total de capas en el trabajo | 3 |
Variables a nivel de pieza:
| Variable | Descripción | Valor de Ejemplo |
|---|---|---|
{workpiece_name} | Nombre de la pieza | "Círculo 1" |
{workpiece_index} | Índice basado en cero de la pieza actual | 0, 1, 2... |
{total_workpieces} | Número total de piezas | 5 |
Variables de máquina:
| Variable | Descripción | Valor de Ejemplo |
|---|---|---|
{machine_name} | Nombre del perfil de máquina | "Mi K40" |
{max_speed} | Velocidad máxima de corte (mm/min) | 1000 |
{work_width} | Ancho del área de trabajo (mm) | 300 |
{work_height} | Alto del área de trabajo (mm) | 200 |
Ejemplo: Notificación de Progreso
Hook: Inicio de Capa Código:
; ========================================
; Capa {layer_index} de {total_layers}: {layer_name}
; Trabajo: {job_name}
; Hora: {time}
; ========================================
Resultado en código G:
; ========================================
; Capa 0 de 3: Capa de Corte
; Trabajo: test-project
; Hora: 14:30:25
; ========================================
Casos de Uso Avanzados
Configuración Multi-Herramienta
Para máquinas con múltiples láseres o herramientas:
Hook: Inicio de Pieza Código:
; Seleccionar herramienta para pieza {workpiece_name}
T{tool_number} ; Comando de cambio de herramienta (si es compatible)
G4 P1 ; Esperar cambio de herramienta
Pausas Condicionales
Añade pausas opcionales para inspección:
Hook: Fin de Capa Código:
; M0 ; Descomentar para pausar después de cada capa para inspección
Asistencia de Aire por Capa
Controla la asistencia de aire por capa:
Hook: Inicio de Capa (para capas de corte) Código:
M8 ; Asistencia de aire ON
Hook: Inicio de Capa (para capas de grabado) Código:
M9 ; Asistencia de aire OFF (evita dispersión de polvo para grabado)
Rayforge actualmente no soporta personalización de hooks por capa. Para lograr esto, usa código G condicional o perfiles de máquina separados.
Consideraciones de Seguridad
Siempre prueba macros y hooks en modo simulación o con el láser deshabilitado antes de ejecutar en trabajos reales. El código G configurado incorrectamente puede:
- Hacer que la máquina choque contra los límites
- Disparar el láser inesperadamente
- Dañar materiales o equipos
Lista de verificación de seguridad:
- Las macros incluyen límites de velocidad de avance (
Fparámetro) - Las macros verifican los límites de posición
- Probado en simulación o con láser deshabilitado
Páginas Relacionadas
- Ajustes de Dispositivo - Referencia de comandos GRBL
- Dialectos de Código G - Compatibilidad de código G
- Ajustes Generales - Configuración de máquina
- Flujo de Trabajo Multi-Capa - Usando hooks con capas