Макроси та хуки
Rayforge надає дві потужні функції автоматизації для налаштування вашого робочого процесу: Макроси та Хуки. Обидва дозволяють вставляти власний G-code у ваші завдання, але вони служать різним цілям.
Огляд
| Функція | Призначення | Тригер | Випадок використання |
|---|---|---|---|
| Макроси | Багаторазові фрагменти G-code | Ручне виконання | Швидкі команди, ��тестові патерни, власні процедури |
| Хуки | Автоматична вставка G-code | Події життєвого циклу завдання | Послідовності запуску, зміни шарів, очищення |
Макроси
Макроси - це іменовані, багаторазові скрипти G-code, які ви можете виконувати вручну в будь-який час.
Для чого макроси?
Типові випадки використання макросів:
- Homing машини - Швидко надіслати
$H - Встановлення робочих зміщень - Зберігати та відкликати позиції G54/G55
- Керування повітряним помічником - Перемикати повітряний помічник увімк/вимк
- Тестування фокусу - Запустити швидкий тестовий патерн фокусу
- Власні зміни інструментів - Для налаштувань з кількома лазерами
- Аварійні процедур�и - Швидке вимкнення або очищення аварії
- Зондування матеріалу - Автофокус або вимірювання висоти
Створення макросу
-
Відкрийте налаштування машини:
- Перейдіть до Налаштування → Машина → Макроси
-
Додайте новий макрос:
- Натисніть кнопку "+"
- Введіть описову назву (наприклад, "Home машини", "Увімкнути повітряний помічник")
-
Напишіть ваш G-code:
- Кожен рядок - це окрема команда G-code
- Коментарі починаються з
;або( - Можна використовувати змінні (див. Підстановку змінних нижче)
-
Збережіть макрос
-
Виконайте макрос:
- Зі списку макросів натисніть на макрос
- Або призначте клавіатурне скорочення (якщо підтримується)
Приклади макросів
Простий: Home машини
Назва: Home машини Код:
$H
; Очікує завершення homing
Використання: Швидко виконати homing машини перед початком роботи.
Середній: Встановити робоче зміщення
Назва: Встановити G54 на поточну позицію Код:
G10 L20 P1 X0 Y0
; Встановлює початок системи робочих координат G54 на поточну позицію
Використання: Позначити поточну позицію лазера як початок завдання.
Розширений: Сітка тестування фокусу
Назва: 9-точковий тест фокусу Код:
; 9-точкова сітка для пошуку оптимального фокусу
G21 ; Міліметри
G90 ; Абсолютне позиціонування
G0 X10 Y10
M3 S1000
G4 P0.1
M5
G0 X20 Y10
M3 S1000
G4 P0.1
M5
; ... (повторити для решти точок)
Використання: Швидко тестувати фокус у різних позиціях на столі.
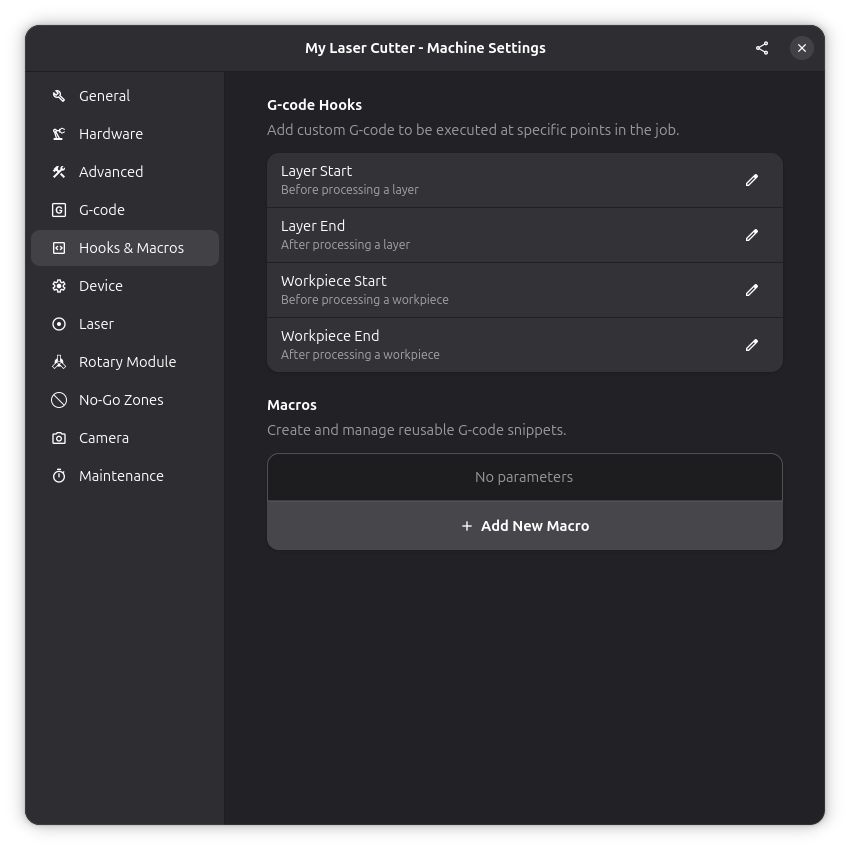
Хуки
Хуки - це автоматичні вставки G-code, що спрацьовують специфічними подіями під час виконання завдання.
Тригери хуків
Rayforge підтримує ці тригери хуків:
| Тригер | Коли виконується | Типові використання |
|---|---|---|
| Початок шару | Перед обробкою кожного шару | Зміна інструменту, регулювання потужності, коментарі |
| Кінець шару | Після обробки кожного шару | Повідомлення про прогрес, пауза |
| Початок деталі | Перед обробкою кожної деталі | Нумерація деталей, маркери вирівнювання |
| Кінець деталі | Після обробки кожної деталі | Охолодження, пауза для огляду |
:::примітка G-code на рівні завдання G-code початку та кінця завдання налаштовується через налаштування преамбули та постскрипту діалекту, а не через хуки. Дивіться Налаштування G-code для деталей. :::
Створення хуку
-
Відкрийте налаштування машини:
- Перейдіть до Налаштування → Машина → Хуки
-
Виберіть тригер:
- Виберіть подію, коли цей хук має виконуватися
-
Напишіть ваш G-code:
- Код хука вставляється в точці тригера
- Використовуйте змінні для динамічних значень (див. нижче)
-
Увімкніть/вимкніть:
- Перемикайте хуки увімк/вимк без їх видалення
Приклади хуків
Початок шару: Додати коментар
Тригер: Початок шару Код:
; Початок шару: {layer_name}
; Індекс шару: {layer_index}
Призначення: Робить G-code більш читабельним для налагодження.
Початок деталі: Нумерація частин
Тригер: Початок деталі Код:
; Деталь: {workpiece_name}
; Деталь {workpiece_index} з {total_workpieces}
Призначення: Відстеження прогресу в завданнях з кількома деталями.
Порядок виконання хуків
Для завдання з 2 шарами, кожен з 2 деталями:
[Хук початку шару] (Шар 1)
[Хук початку деталі] (Деталь 1)
... G-code деталі 1 ...
[Хук кінця деталі] (Деталь 1)
[Хук початку деталі] (Деталь 2)
... G-code деталі 2 ...
[Хук кінця деталі] (Деталь 2)
[Хук кінця шару] (Шар 1)
[Хук початку шару] (Шар 2)
[Хук початку деталі] (Деталь 3)
... G-code деталі 3 ...
[Хук кінця деталі] (Деталь 3)
[Хук початку деталі] (Деталь 4)
... G-code деталі 4 ...
[Хук кінц�я деталі] (Деталь 4)
[Хук кінця шару] (Шар 2)
Підстановка змінних
Як макроси, так і хуки підтримують підстановку змінних для вставки динамічних значень.
Доступні змінні
Змінні використовують синтаксис {variable_name} і замінюються під час генерації G-code.
Змінні рівня завдання:
| Змінна | Опис | Приклад значення |
|---|---|---|
{job_name} | Назва поточного завдання/документа | "test-job" |
{date} | Поточна дата | "2025-10-03" |
{time} | Поточний час | "14:30:25" |
Змінні рівня шару:
| Змінна | Опис | Приклад значення |
|---|---|---|
{layer_name} | Назва поточного шару | "Cut Layer" |
{layer_index} | Індекс (з нуля) поточного шару | 0, 1, 2... |
{total_layers} | Загальна кількість шарів у завданні | 3 |
Змінні рівня деталі:
| Змінна | Опис | Приклад значення |
|---|---|---|
{workpiece_name} | Назва деталі | "Circle 1" |
{workpiece_index} | Індекс (з нуля) поточної деталі | 0, 1, 2... |
{total_workpieces} | Загальна кількість деталей | 5 |
Змінні машини:
| Змінна | Опис | Приклад значення |
|---|---|---|
{machine_name} | Назва профілю машини | "My K40" |
{max_speed} | Максимальна швидкість різання (мм/хв) | 1000 |
{work_width} | Ширина робочої області (мм) | 300 |
{work_height} | Висота робочої області (мм) | 200 |
Приклад: Повідомлення про прогрес
Хук: Початок шару Код:
; ========================================
; Шар {layer_index} з {total_layers}: {layer_name}
; Завдання: {job_name}
; Час: {time}
; ========================================
Результат у G-code:
; ========================================
; Шар 0 з 3: Cut Layer
; Завдання: test-project
; Час: 14:30:25
; ========================================
Розширені випадки використання
Налаштування з кількома інструментами
Для машин з кількома лазерами або інструментами:
Хук: Початок деталі Код:
; Вибрати інструмент для деталі {workpiece_name}
T{tool_number} ; Команда зміни інструменту (якщо підтримується)
G4 P1 ; Очікувати зміни інструменту
Умовні паузи
Додати опціональні паузи для огляду:
Хук: Кінець шару Код:
; M0 ; Розкоментувати для паузи після кожного шару для огляду
Повітряний помічник для кожного шару
Контроль повітряного помічника на рівні шару:
Хук: Початок шару (для шарів різання) Код:
M8 ; Повітряний помічни�к УВІМКНЕНО
Хук: Початок шару (для шарів гравірування) Код:
M9 ; Повітряний помічник ВИМКНЕНО (запобігає розсіюванню пилу при гравіруванні)
:::примітка Хуки для конкретних шарів Rayforge наразі не підтримує налаштування хуків для кожного шару окремо. Для цього використовуйте умовний G-code або окремі профілі машин. :::
Міркування безпеки
:::небезпека Тестуйте перед виробництвом Завжди тестуйте макроси та хуки в режимі симуляції або з вимкненим лазером перед запуском на реальних завданнях. Неправильно налаштований G-code може:
- Врізати машину в обмеження
- Неочікувано увімкнути лазер
- Пошкодити матеріали або� обладнання :::
Контрольний список безпеки:
- Макроси включають обмеження швидкості подачі (
Fпараметр) - Макроси перевіряють межі позиції
- Протестовано в симуляції або з вимкненим лазером
Пов'язані сторінки
- Налаштування пристрою - Довідник команд GRBL
- Діалекти G-code - Сумісність G-code
- Загальні налаштування - Конфігурація машини
- Багатошаровий робочий процес - Використання хуків з шарами