Macros & Hooks
Rayforge fournit deux puissantes fonctionnalités d'automatisation pour personnaliser votre flux de travail : Macros et Hooks. Les deux vous permettent d'injecter du G-code personnalisé dans vos travaux, mais ils servent des objectifs différents.
Aperçu
| Fonctionnalité | Objectif | Déclencheur | Cas d'Utilisation |
|---|---|---|---|
| Macros | Extraits de G-code réutilisables | Exécution manuelle | Commandes rapides, motifs de test, routines personnalisées |
| Hooks | Injection automatique de G-code | Événements du cycle de vie du travail | Séquences de démarrage, changements de calque, nettoyage |
Macros
Les macros sont des scripts G-code nommés et réutilisables que vous pouvez exécuter manuellement à tout moment.
À quoi Servent les Macros ?
Cas d'utilisation courants des macros :
- Mettre la machine à l'origine - Envoyer
$Hrapidement - Définir les décalages de travail - Stocker et rappeler les positions G54/G55
- Contrôle de l'assistance air - Activer/désactiver l'assistance air
- Test de mise au point - Exécuter un motif de test de mise au point rapide
- Changements d'outil personnalisés - Pour les configurations multi-lasers
- Routines d'urgence - Arrêt rapide ou effacement d'alarme
- Sondage de matériau - Autofocus ou mesure de hauteur
Créer une Macro
-
Ouvrir les Paramètres Machine :
- Naviguez vers Paramètres → Machine → Macros
-
Ajouter une nouvelle macro :
- Cliquez sur le bouton "+"
- Entrez un nom descriptif (ex : "Mettre Machine à l'Origine", "Activer Assistance Air")
-
Écrivez votre G-code :
- Chaque ligne est une commande G-code séparée
- Les commentaires commencent par
;ou( - Des variables peuvent être utilisées (voir Substitution de Variables ci-dessous)
-
Sauvegardez la macro
-
Exécutez la macro :
- Depuis la liste des macros, cliquez sur la macro
- Ou assignez un raccourci clavier (si supporté)
Exemples de Macros
Simple : Mettre la Machine à l'Origine
Nom : Mettre Machine à l'Origine Code :
$H
; Attend que le homing soit terminé
Utilisation : Mettre rapidement la machine à l'origine avant de commencer le travail.
Moyen : Définir le Décalage de Travail
Nom : Définir G54 à la Position Actuelle Code :
G10 L20 P1 X0 Y0
; Définit l'origine du système de coordonnées de travail G54 à la position actuelle
Utilisation : Marquer la position actuelle du laser comme origine du travail.
Avancé : Grille de Test de Mise au Point
Nom : Test de Mise au Point 9 Points Code :
; Grille 9 points pour trouver la mise au point optimale
G21 ; Millimètres
G90 ; Positionnement absolu
G0 X10 Y10
M3 S1000
G4 P0.1
M5
G0 X20 Y10
M3 S1000
G4 P0.1
M5
; ... (répéter pour les points restants)
Utilisation : Tester rapidement la mise au point à différentes positions sur le lit.
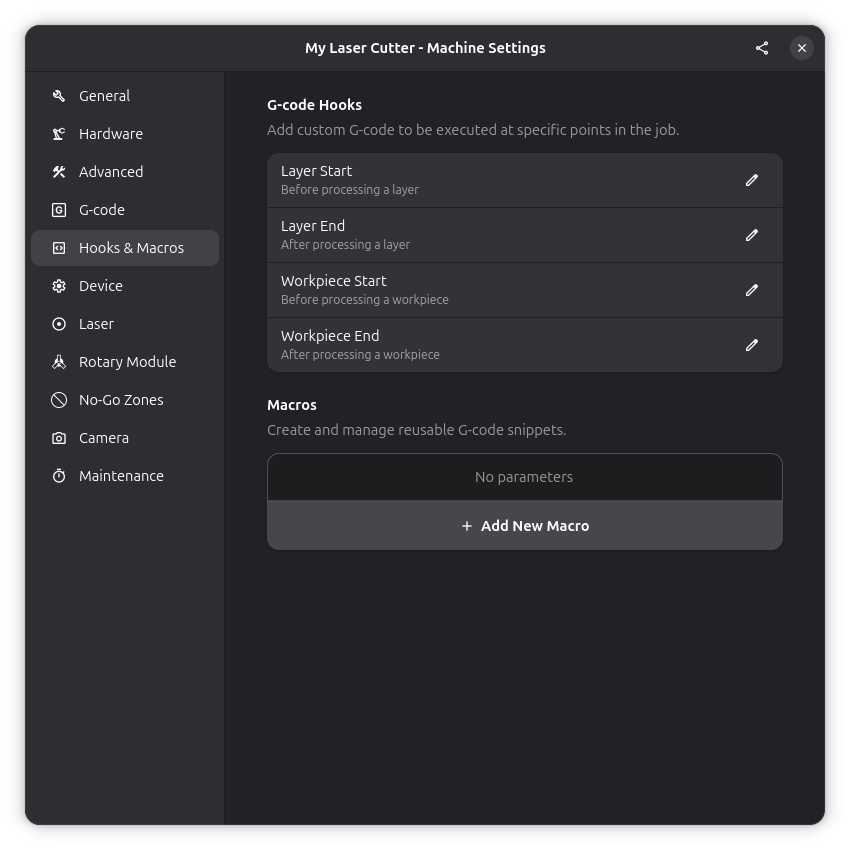
Hooks
Les hooks sont des injections automatiques de G-code déclenchées par des événements spécifiques pendant l'exécution du travail.
Déclencheurs de Hooks
Rayforge supporte ces déclencheurs de hooks :
| Déclencheur | Quand il S'exécute | Utilisations Courantes |
|---|---|---|
| Début de Calque | Avant le traitement de chaque calque | Changement d'outil, ajustement de puissance, commentaires |
| Fin de Calque | Après le traitement de chaque calque | Notification de progression, pause |
| Début de Pièce | Avant le traitement de chaque pièce | Numérotation des pièces, marques d'alignement |
| Fin de Pièce | Après le traitement de chaque pièce | Refroidissement, pause d'inspection |
Le G-code de début et fin de travail est configuré via les paramètres de préambule et postscript du dialecte, pas via les hooks. Voir Paramètres G-code pour plus de détails.
Créer un Hook
-
Ouvrir les Paramètres Machine :
- Naviguez vers Paramètres → Machine → Hooks
-
Sélectionner un déclencheur :
- Choisissez l'événement quand ce hook doit s'exécuter
-
Écrivez votre G-code :
- Le code du hook est injecté au point de déclenchement
- Utilisez des variables pour des valeurs dynamiques (voir ci-dessous)
-
Activer/désactiver :
- Activez/désactivez les hooks sans les supprimer
Exemples de Hooks
Début de Calque : Ajouter un Commentaire
Déclencheur : Début de Calque Code :
; Démarrage du calque : {layer_name}
; Index du calque : {layer_index}
Objectif : Rend le G-code plus lisible pour le débogage.
Début de Pièce : Numérotation des Pièces
Déclencheur : Début de Pièce Code :
; Pièce : {workpiece_name}
; Pièce {workpiece_index} sur {total_workpieces}
Objectif : Suivre la progression dans les travaux multi-pièces.
Ordre d'Exécution des Hooks
Pour un travail avec 2 calques, chacun avec 2 pièces :
[Hook Début de Calque] (Calque 1)
[Hook Début de Pièce] (Pièce 1)
... G-code de la pièce 1 ...
[Hook Fin de Pièce] (Pièce 1)
[Hook Début de Pièce] (Pièce 2)
... G-code de la pièce 2 ...
[Hook Fin de Pièce] (Pièce 2)
[Hook Fin de Calque] (Calque 1)
[Hook Début de Calque] (Calque 2)
[Hook Début de Pièce] (Pièce 3)
... G-code de la pièce 3 ...
[Hook Fin de Pièce] (Pièce 3)
[Hook Début de Pièce] (Pièce 4)
... G-code de la pièce 4 ...
[Hook Fin de Pièce] (Pièce 4)
[Hook Fin de Calque] (Calque 2)
Substitution de Variables
Les macros et hooks supportent la substitution de variables pour injecter des valeurs dynamiques.
Variables Disponibles
Les variables utilisent la syntaxe {nom_variable} et sont remplacées pendant la génération du G-code.
Variables au niveau du travail :
| Variable | Description | Exemple de Valeur |
|---|---|---|
{job_name} | Nom du travail/document actuel | "test-job" |
{date} | Date actuelle | "2025-10-03" |
{time} | Heure actuelle | "14:30:25" |
Variables au niveau du calque :
| Variable | Description | Exemple de Valeur |
|---|---|---|
{layer_name} | Nom du calque actuel | "Calque de Coupe" |
{layer_index} | Index base 0 du calque actuel | 0, 1, 2... |
{total_layers} | Nombre total de calques dans le travail | 3 |
Variables au niveau de la pièce :
| Variable | Description | Exemple de Valeur |
|---|---|---|
{workpiece_name} | Nom de la pièce | "Cercle 1" |
{workpiece_index} | Index base 0 de la pièce actuelle | 0, 1, 2... |
{total_workpieces} | Nombre total de pièces | 5 |
Variables machine :
| Variable | Description | Exemple de Valeur |
|---|---|---|
{machine_name} | Nom du profil de machine | "Ma K40" |
{max_speed} | Vitesse de coupe maximale (mm/min) | 1000 |
{work_width} | Largeur de la zone de travail (mm) | 300 |
{work_height} | Hauteur de la zone de travail (mm) | 200 |
Exemple : Notification de Progression
Hook : Début de Calque Code :
; ========================================
; Calque {layer_index} sur {total_layers} : {layer_name}
; Travail : {job_name}
; Heure : {time}
; ========================================
Résultat dans le G-code :
; ========================================
; Calque 0 sur 3 : Calque de Coupe
; Travail : test-project
; Heure : 14:30:25
; ========================================
Cas d'Utilisation Avancés
Configuration Multi-Outils
Pour les machines avec plusieurs lasers ou outils :
Hook : Début de Pièce Code :
; Sélectionner l'outil pour la pièce {workpiece_name}
T{tool_number} ; Commande de changement d'outil (si supporté)
G4 P1 ; Attendre le changement d'outil
Pauses Conditionnelles
Ajoutez des pauses optionnelles pour l'inspection :
Hook : Fin de Calque Code :
; M0 ; Décommenter pour暂停 après chaque calque pour inspection
Assistance Air par Calque
Contrôlez l'assistance air calque par calque :
Hook : Début de Calque (pour calques de coupe) Code :
M8 ; Assistance air ACTIVÉE
Hook : Début de Calque (pour calques de gravure) Code :
M9 ; Assistance air ÉTEINTE (empêche la dispersion de poussière pour la gravure)
Rayforge ne supporte actuellement pas la personnalisation de hooks par calque. Pour y parvenir, utilisez du G-code conditionnel ou des profils de machine séparés.
Considérations de Sécurité
Testez toujours les macros et hooks en mode simulation ou avec le laser désactivé avant de les exécuter sur de vrais travaux. Un G-code mal configuré peut :
- Faire planter la machine contre les limites
- Déclencher le laser de manière inattendue
- Endommager les matériaux ou équipements
Liste de contrôle de sécurité :
- Les macros incluent des limites de vitesse d'avance (paramètre
F) - Les macros vérifient les limites de position
- Testé en simulation ou avec laser désactivé
Pages Connexes
- Paramètres de l'Appareil - Référence des commandes GRBL
- Dialectes G-code - Compatibilité G-code
- Paramètres Généraux - Configuration de la machine
- Flux de Travail Multi-Couches - Utiliser les hooks avec les calques