Makros & Hooks
Rayforge bietet zwei leistungsstarke Automatisierungsfunktionen zur Anpassung deines Workflows: Makros und Hooks. Beide ermöglichen das Einfügen von benutzerdefiniertem G-Code in deine Jobs, dienen jedoch unterschiedlichen Zwecken.
Übersicht
| Funktion | Zweck | Auslöser | Anwendungsfall |
|---|---|---|---|
| Makros | Wiederverwendbare G-Code-Snippets | Manuelle Ausführung | Schnelle Befehle, Testmuster, benutzerdefinierte Routinen |
| Hooks | Automatische G-Code-Einschleusung | Job-Lebenszyklus-Ereignisse | Startsequenzen, Ebenenwechsel, Aufräumen |
Makros
Makros sind benannte, wiederverwendbare G-Code-Skripte, die du jederzeit manuell ausführen kannst.
Wofür sind Makros?
Häufige Makro-Anwendungsfälle:
- Maschine referenzieren - Schnell
$Hsenden - Arbeits-Offsets setzen - G54/G55-Positionen speichern und abrufen
- Luftunterstützung steuern - Luftunterstützung ein/aus schalten
- Fokustest - Ein schnelles Fokustest-Muster ausführen
- Benutzerdefinierte Werkzeugwechsel - Für Multi-Laser-Setups
- Notfall-Routinen - Schnelles Herunterfahren oder Alarm löschen
- Material-Tasten - Autofokus oder Höhenmessung
Ein Makro erstellen
-
Maschineneinstellungen öffnen:
- Navigiere zu Einstellungen → Maschine → Makros
-
Ein neues Makro hinzufügen:
- Klicke auf die "+"-Taste
- Gib einen beschreibenden Namen ein (z.B. "Maschine referenzieren", "Luftunterstützung aktivieren")
-
Schreibe deinen G-Code:
- Jede Zeile ist ein separater G-Code-Befehl
- Kommentare beginnen mit
;oder( - Variablen können verwendet werden (siehe Variablensubstitution unten)
-
Speichere das Makro
-
Führe das Makro aus:
- Klicke in der Makroliste auf das Makro
- Oder weise eine Tastenkombination zu (falls unterstützt)
Beispiel-Makros
Einfach: Maschine referenzieren
Name: Maschine referenzieren Code:
$H
; Wartet auf Abschluss des Referenzierens
Verwendung: Die Maschine schnell referenzieren, bevor du mit der Arbeit beginnst.
Mittel: Arbeits-Offset setzen
Name: G54 auf aktuelle Position setzen Code:
G10 L20 P1 X0 Y0
; Setzt G54 Arbeitskoordinatensystem-Ursprung auf aktuelle Position
Verwendung: Markiere die aktuelle Laserposition als Job-Ursprung.
Erweitert: Fokus-Test-Raster
Name: 9-Punkt-Fokustest Code:
; 9-Punkt-Raster zum Finden des optimalen Fokus
G21 ; Millimeter
G90 ; Absolute Positionierung
G0 X10 Y10
M3 S1000
G4 P0.1
M5
G0 X20 Y10
M3 S1000
G4 P0.1
M5
; ... (Wiederholung für verbleibende Punkte)
Verwendung: Teste schnell den Fokus an verschiedenen Positionen auf dem Bett.
Hooks
Hooks sind automatische G-Code-Einschleusungen, die durch bestimmte Ereignisse während der Jobausführung ausgelöst werden.
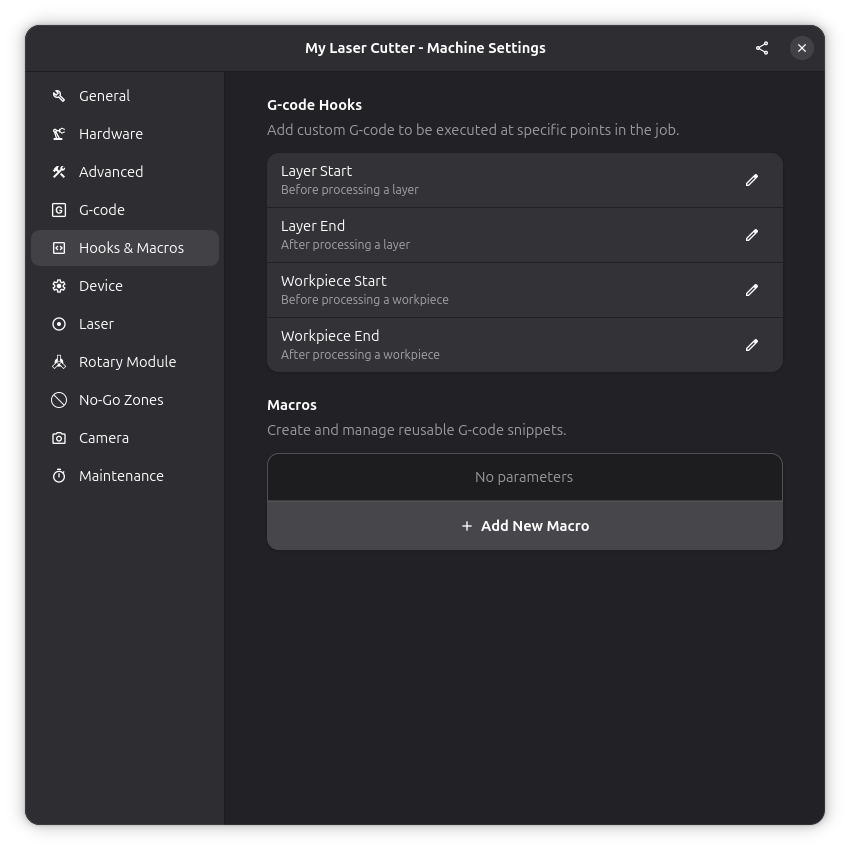
Hook-Auslöser
Rayforge unterstützt diese Hook-Auslöser:
| Auslöser | Wann es ausgeführt wird | Häufige Verwendungen |
|---|---|---|
| Ebenen-Start | Vor der Verarbeitung jeder Ebene | Werkzeugwechsel, Leistung anpassen, Kommentare |
| Ebenen-Ende | Nach der Verarbeitung jeder Ebene | Fortschrittsbenachrichtigung, Pause |
| Werkstück-Start | Vor der Verarbeitung jedes Werkstücks | Teilenummerierung, Ausrichtungsmarkierungen |
| Werkstück-Ende | Nach der Verarbeitung jedes Werkstücks | Abkühlen, Inspektionspause |
Job-Start und -Ende G-Code wird über die Präambel- und Postscript-Einstellungen des Dialekts konfiguriert, nicht über Hooks. Siehe G-Code-Einstellungen für Details.
Einen Hook erstellen
-
Maschineneinstellungen öffnen:
- Navigiere zu Einstellungen → Maschine → Hooks
-
Einen Auslöser wählen:
- Wähle das Ereignis, bei dem dieser Hook ausgeführt werden soll
-
Schreibe deinen G-Code:
- Hook-Code wird am Auslöserpunkt eingeschoben
- Verwende Variablen für dynamische Werte (siehe unten)
-
Aktivieren/Deaktivieren:
- Schalte Hooks ein/aus, ohne sie zu löschen
Beispiel-Hooks
Ebenen-Start: Kommentar hinzufügen
Auslöser: Ebenen-Start Code:
; Starte Ebene: {layer_name}
; Ebenen-Index: {layer_index}
Zweck: Macht G-Code besser lesbar zum Debuggen.
Werkstück-Start: Teilenummerierung
Auslöser: Werkstück-Start Code:
; Teil: {workpiece_name}
; Teil {workpiece_index} von {total_workpieces}
Zweck: Fortschritt in Multi-Teil-Jobs verfolgen.
Hook-Ausführungsreihenfolge
Für einen Job mit 2 Ebenen, jede mit 2 Werkstücken:
[Ebenen-Start Hook] (Ebene 1)
[Werkstück-Start Hook] (Werkstück 1)
... Werkstück 1 G-Code ...
[Werkstück-Ende Hook] (Werkstück 1)
[Werkstück-Start Hook] (Werkstück 2)
... Werkstück 2 G-Code ...
[Werkstück-Ende Hook] (Werkstück 2)
[Ebenen-Ende Hook] (Ebene 1)
[Ebenen-Start Hook] (Ebene 2)
[Werkstück-Start Hook] (Werkstück 3)
... Werkstück 3 G-Code ...
[Werkstück-Ende Hook] (Werkstück 3)
[Werkstück-Start Hook] (Werkstück 4)
... Werkstück 4 G-Code ...
[Werkstück-Ende Hook] (Werkstück 4)
[Ebenen-Ende Hook] (Ebene 2)
Variablensubstitution
Sowohl Makros als auch Hooks unterstützen Variablensubstitution, um dynamische Werte einzufügen.
Verfügbare Variablen
Variablen verwenden die {variable_name}-Syntax und werden während der G-Code-Generierung ersetzt.
Job-Level-Variablen:
| Variable | Beschreibung | Beispielwert |
|---|---|---|
{job_name} | Name des aktuellen Jobs/Dokuments | "test-job" |
{date} | Aktuelles Datum | "2025-10-03" |
{time} | Aktuelle Uhrzeit | "14:30:25" |
Ebenen-Level-Variablen:
| Variable | Beschreibung | Beispielwert |
|---|---|---|
{layer_name} | Name der aktuellen Ebene | "Schnitt-Ebene" |
{layer_index} | Null-basierter Index der aktuellen Ebene | 0, 1, 2... |
{total_layers} | Gesamtzahl der Ebenen im Job | 3 |
Werkstück-Level-Variablen:
| Variable | Beschreibung | Beispielwert |
|---|---|---|
{workpiece_name} | Name des Werkstücks | "Kreis 1" |
{workpiece_index} | Null-basierter Index des aktuellen Werkstücks | 0, 1, 2... |
{total_workpieces} | Gesamtzahl der Werkstücke | 5 |
Maschinen-Variablen:
| Variable | Beschreibung | Beispielwert |
|---|---|---|
{machine_name} | Name des Maschinenprofils | "Mein K40" |
{max_speed} | Maximale Schnittgeschwindigkeit (mm/min) | 1000 |
{work_width} | Arbeitsbereich Breite (mm) | 300 |
{work_height} | Arbeitsbereich Höhe (mm) | 200 |
Beispiel: Fortschrittsbenachrichtigung
Hook: Ebenen-Start Code:
; ========================================
; Ebene {layer_index} von {total_layers}: {layer_name}
; Job: {job_name}
; Uhrzeit: {time}
; ========================================
Ergebnis im G-Code:
; ========================================
; Ebene 0 von 3: Schnitt-Ebene
; Job: test-projekt
; Uhrzeit: 14:30:25
; ========================================
Erweiterte Anwendungsfälle
Multi-Werkzeug-Setup
Für Maschinen mit mehreren Lasern oder Werkzeugen:
Hook: Werkstück-Start Code:
; Werkzeug für Werkstück {workpiece_name} wählen
T{tool_number} ; Werkzeugwechsel-Befehl (falls unterstützt)
G4 P1 ; Auf Werkzeugwechsel warten
Bedingte Pausen
Optionale Pausen für Inspektion hinzufügen:
Hook: Ebenen-Ende Code:
; M0 ; Auskommentieren, um nach jeder Ebene zur Inspektion zu pausieren
Luftunterstützung pro Ebene
Luftunterstützung auf Ebenen-Basis steuern:
Hook: Ebenen-Start (für Schneide-Ebenen) Code:
M8 ; Luftunterstützung EIN
Hook: Ebenen-Start (für Gravur-Ebenen) Code:
M9 ; Luftunterstützung AUS (verhindert Staubspreizung beim Gravieren)
Rayforge unterstützt derzeit keine pro-Ebenen-Hook-Anpassung. Um dies zu erreichen, verwende bedingten G-Code oder separate Maschinenprofile.
Sicherheitsüberlegungen
Teste Makros und Hooks immer im Simulationsmodus oder mit deaktiviertem Laser, bevor du echte Jobs ausführst. Falsch konfigurierter G-Code kann:
- Die Maschine gegen Grenzen krachen lassen
- Den Laser unerwartet feuern
- Material oder Ausrüstung beschädigen
Sicherheits-Checkliste:
- Makros enthalten Vorschub-Grenzen (
F-Parameter) - Makros überprüfen Positionsgrenzen
- In Simulation oder mit deaktiviertem Laser getestet
Verwandte Seiten
- Geräteeinstellungen - GRBL-Befehlsreferenz
- G-Code-Dialekte - G-Code-Kompatibilität
- Allgemeine Einstellungen - Maschinenkonfiguration
- Mehrschicht-Workflow - Hooks mit Ebenen verwenden