G-Code-Einstellungen
Die G-Code-Seite in den Maschineneinstellungen konfiguriert, wie Rayforge G-Code für deine Maschine generiert.
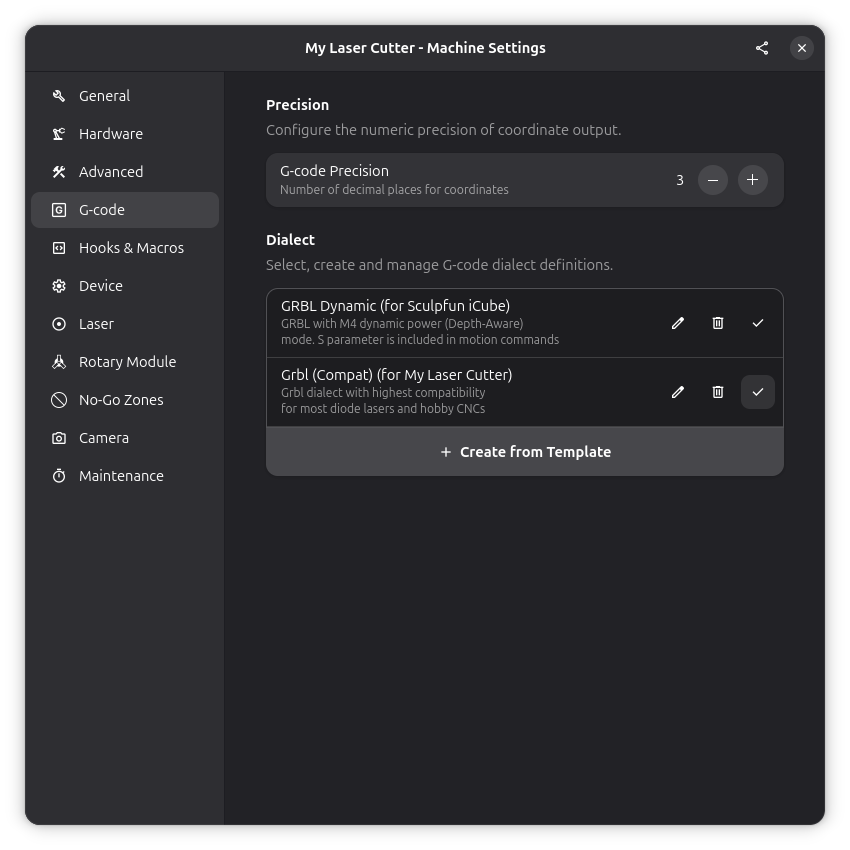
Diese Seite wird nur für Maschinen angezeigt, die G-Code-basierte Treiber verwenden (z.B. GRBL, Smoothieware, Marlin). Wenn deine Maschine einen Nicht-G-Code-Treiber verwendet (z.B. Ruida), wird diese Einstellungsseite vollständig ausgeblendet.
G-Code-Dialekt
Wähle den G-Code-Dialekt, der mit deiner Controller-Firmware übereinstimmt. Verschiedene Controller verwenden leicht unterschiedliche Befehle und Formate.
Verfügbare Dialekte
- Grbl (Compat): Standard-GRBL-Dialekt für Hobby-Laserschneider. Verwendet M3/M5 zur Lasersteuerung.
- Grbl (Compat, no Z axis): Wie Grbl (Compat), aber ohne Z-Achsen-Befehle. Für reine 2D-Maschinen.
- GRBL Dynamic: Verwendet GRBLs dynamischen Laserleistungsmodus für variablen Leistungsgravur.
- GRBL Dynamic (no Z axis): Dynamischer Modus ohne Z-Achsen-Befehle.
- LinuxCNC: Für LinuxCNC-Controller. Unterstützt native kubische Bézier (G5)-Kurven.
- Smoothieware: Für Smoothieboard und ähnliche Controller.
- Marlin: Für Marlin-basierte Controller.
Der Dialekt beeinflusst, wie Laserleistung, Bewegungen und andere Befehle im Ausgabe-G-Code formatiert werden.
Dialekt-Präambel und Postscript
Jeder Dialekt enthält anpassbare Präambel- und Postscript-G-Codes, die am Anfang und Ende von Jobs ausgeführt werden.
Präambel
G-Code-Befehle, die am Anfang jedes Jobs ausgeführt werden, vor allen Schneideoperationen. Häufige Verwendungen umfassen das Festlegen von Einheiten (G21 für mm), Positionierungsmodus (G90 für absolut) und Initialisierung des Maschinenzustands.
Postscript
G-Code-Befehle, die am Ende jedes Jobs ausgeführt werden, nach allen Schneideoperationen. Häufige Verwendungen umfassen das Ausschalten des Lasers (M5), Rückkehr zum Ursprung (G0 X0 Y0) und Parken des Kopfes.
Siehe auch
- G-Code-Grundlagen - G-Code verstehen
- G-Code-Dialekte - Detaillierte Dialekt-Unterschiede
- Hooks & Makros - Benutzerdefinierte G-Code-Einschubpunkte