Materialtest-Raster
Der Materialtest-Raster-Generator erstellt parametrische Testmuster, um optimale Lasereinstellungen für verschiedene Materialien zu finden.
Übersicht
Material-Testen ist essentiell für Laserarbeit - verschiedene Materialien erfordern verschiedene Leistungs- und Geschwindigkeitseinstellungen. Der Materialtest-Raster automatisiert diesen Prozess durch:
- Generieren von Testrastern mit konfigurierbaren Geschwindigkeits-/Leistungsbereichen
- Bereitstellen von Presets für gängige Lasertypen (Diode, CO2)
- Optimieren der Ausführungsreihenfolge zur Sicherheit (schnellste Geschwindigkeiten zuerst)
- Hinzufügen von Beschriftungen zur Identifizierung der Einstellungen jeder Testzelle
Ein Materialtest-Raster erstellen
Schritt 1: Den Generator öffnen
Zugriff auf den Materialtest-Raster-Generator:
- Menü: Werkzeuge → Materialtest-Raster
- Dies erstellt ein spezielles Werkstück, das das Testmuster generiert
Schritt 2: Ein Preset wählen (Optional)
Rayforge enthält Presets für gängige Szenarien:
| Preset | Geschwindigkeitsbereich | Leistungsbereich | Verwendung für |
|---|---|---|---|
| Dioden-Gravur | 1000-10000 mm/min | 10-100% | Diodenlaser-Gravur |
| Dioden-Schnitt | 100-5000 mm/min | 50-100% | Diodenlaser-Schneiden |
| CO2-Gravur | 3000-20000 mm/min | 10-50% | CO2-Laser-Gravur |
| CO2-Schnitt | 1000-20000 mm/min | 30-100% | CO2-Laser-Schneiden |
Presets sind Startpunkte - du kannst alle Parameter nach Auswahl anpassen.
Schritt 3: Parameter konfigurieren
Passe die Testraster-Parameter im Einstellungsdialog an:
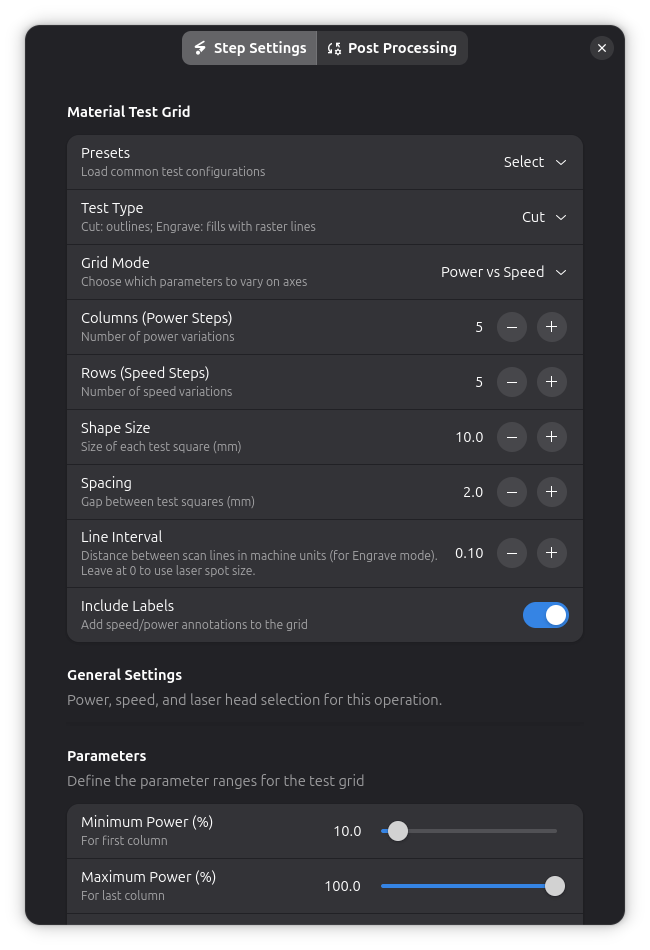
Testtyp
- Gravur: Füllt Quadrate mit Rastermuster
- Schnitt: Schneidet Umrisse von Quadraten
Geschwindigkeitsbereich
- Min. Geschwindigkeit: Langsamste zu testende Geschwindigkeit (mm/min)
- Max. Geschwindigkeit: Schnellste zu testende Geschwindigkeit (mm/min)
- Spalten im Raster repräsentieren verschiedene Geschwindigkeiten
Leistungsbereich
- Min. Leistung: Niedrigste zu testende Leistung (%)
- Max. Leistung: Höchste zu testende Leistung (%)
- Zeilen im Raster repräsentieren verschiedene Leistungsstufen
Raster-Abmessungen
- Spalten: Anzahl der Geschwindigkeits-Variationen (typisch 3-7)
- Zeilen: Anzahl der Leistungs-Variationen (typisch 3-7)
Größe & Abstand
- Form-Größe: Größe jedes Testquadrats in mm (Standard: 20mm)
- Abstand: Lücke zwischen Quadraten in mm (Standard: 5mm)
Beschriftungen
- Beschriftungen einschließen: Achsenbeschriftungen ein/aus, die Geschwindigkeits- und Leistungswerte anzeigen
- Beschriftungen erscheinen an linken und oberen Kanten
- Beschriftungs-Leistung (%): Leistungseinstellung zum Gravieren der Beschriftungen
- Beschriftungs-Geschwindigkeit (mm/min): Geschwindigkeit zum Gravieren der Beschriftungen (Standard: 1000 mm/min)
Beschriftungen werden zuerst graviert, vor dem Testraster, sodass sie nicht vom Testmuster verdeckt werden.
Zeilenabstand (nur Gravurtest)
- Zeilenabstand (mm): Abstand zwischen den Scan-Zeilen bei Verwendung des Gravurtesttyps
- Kleinere Werte erzeugen dichtere Füllungen, dauern aber länger
- Typische Werte: 0,1-0,3mm
Schritt 4: Das Raster generieren
Klicke auf Generieren, um das Testmuster zu erstellen. Das Raster erscheint auf deiner Arbeitsfläche als spezielles Werkstück.
Das Raster-Layout verstehen
Raster-Organisation
Leistung (%) Geschwindigkeit (mm/min) →
↓ 1000 2500 5000 7500 10000
100% [ ] [ ] [ ] [ ] [ ]
75% [ ] [ ] [ ] [ ] [ ]
50% [ ] [ ] [ ] [ ] [ ]
25% [ ] [ ] [ ] [ ] [ ]
10% [ ] [ ] [ ] [ ] [ ]
- Spalten: Geschwindigkeit nimmt von links nach rechts zu
- Zeilen: Leistung nimmt von unten nach oben zu
- Beschriftungen: Zeigen exakte Werte für jede Zeile/Spalte
Raster-Größen-Berechnung
Ohne Beschriftungen:
- Breite = Spalten × (form_größe + abstand) - abstand
- Höhe = Zeilen × (form_größe + abstand) - abstand
Mit Beschriftungen:
- 15mm Rand links und oben für Beschriftungsplatz hinzufügen
Beispiel: 5×5 Raster mit 20mm Quadraten und 5mm Abstand:
- Ohne Beschriftungen: 120mm × 120mm
- Mit Beschriftungen: 135mm × 135mm
Ausführungsreihenfolge (Risiko-Optimierung)
Rayforge führt Testzellen in einer risiko-optimierten Reihenfolge aus, um Materialschäden zu verhindern:
- Höchste Geschwindigkeit zuerst: Schnelle Geschwindigkeiten sind sicherer (weniger Hitzestau)
- Niedrigste Leistung innerhalb der Geschwindigkeit: Minimiert Risiko bei jeder Geschwindigkeitsstufe
Dies verhindert, dass Verrußen oder Feuer mit langsamen, hochleistungs-Kombinationen beginnen.
Beispiel-Ausführungsreihenfolge für 3×3 Raster:
Reihenfolge: 1 2 3
4 5 6 ← Höchste Geschwindigkeit, zunehmende Leistung
7 8 9
(Schnellste Geschwindigkeit/niedrigste Leistung zuerst ausgeführt)
Materialtest-Ergebnisse verwenden
Schritt 1: Den Test ausführen
- Dein Material in den Laser laden
- Den Laser richtig fokussieren
- Den Materialtest-Raster-Job ausführen
- Den Test überwachen - stoppen, wenn eine Zelle Probleme verursacht
Schritt 2: Ergebnisse bewerten
Nach Abschluss des Tests untersuche jede Zelle:
- Zu hell: Leistung erhöhen oder Geschwindigkeit verringern
- Zu dunkel/verrußt: Leistung verringern oder Geschwindigkeit erhöhen
- Perfekt: Die Geschwindigkeits-/Leistungskombination notieren
Schritt 3: Einstellungen aufzeichnen
Dokumentiere deine erfolgreichen Einstellungen zur späteren Referenz:
- Materialtyp und -dicke
- Operationstyp (gravieren oder schneiden)
- Geschwindigkeits- und Leistungskombination
- Anzahl der Durchgänge
- Alle speziellen Hinweise
Erwäge, ein Referenzdokument mit deinen Materialtest-Ergebnissen zu erstellen, um in zukünftigen Projekten schnell nachzuschlagen.
Erweiterte Verwendung
Mit anderen Operationen kombinieren
Materialtest-Raster sind reguläre Werkstücke - du kannst sie mit anderen Operationen kombinieren:
Beispiel-Workflow:
- Materialtest-Raster erstellen
- Kontur-Schnitt um das gesamte Raster hinzufügen
- Test ausführen, frei schneiden, Ergebnisse bewerten
Dies ist nützlich, um das Teststück aus Rohmaterial zu schneiden.
Benutzerdefinierte Test-Bereiche
Für Feinabstimmung erstelle Testbereiche mit engen Grenzen:
Grobtest (Bereich finden):
- Geschwindigkeit: 1000-10000 mm/min (5 Spalten)
- Leistung: 10-100% (5 Zeilen)
Feinabstimmungs-Test (optimieren):
- Geschwindigkeit: 4000-6000 mm/min (5 Spalten)
- Leistung: 35-45% (5 Zeilen)
Verschiedene Materialien, gleiches Raster
Führe dieselbe Rasterkonfiguration auf verschiedenen Materialien aus, um deine Materialbibliothek schneller aufzubauen.
Tipps & Best Practices
Raster-Design
✅ Mit Presets beginnen - Gute Startpunkte für gängige Szenarien ✅ 5×5-Raster verwenden - Gute Balance aus Detail und Testzeit ✅ Beschriftungen aktivieren - Essentiell zur Identifizierung von Ergebnissen ✅ Quadrate ≥20mm halten - Einfacher Ergebnisse zu sehen und zu messen
Test-Strategie
✅ Zuerst Abfall testen - Niemals auf Endmaterial testen ✅ Eine Variable nach der anderen - Geschwindigkeit ODER Leistungsbereich testen, nicht beide Extreme ✅ Abkühlen lassen - Zwischen Tests auf gleichem Material warten ✅ Konsistenter Fokus - Gleiche Fokusdistanz für alle Tests
Sicherheit
⚠️ Tests überwachen - Laufende Tests niemals unbeaufsichtigt lassen ⚠️ Konservativ beginnen - Mit niedrigeren Leistungsbereichen beginnen ⚠️ Belüftung überprüfen - Sicherstellen, dass ordnungsgemäße Rauchabsaugung vorhanden ist ⚠️ Feuerwache - Feuerlöscher bereit haben
Fehlerbehebung
Testzellen werden in falscher Reihenfolge ausgeführt
- Rayforge verwendet risiko-optimierte Reihenfolge (schnellste Geschwindigkeiten zuerst)
- Dies ist beabsichtigt und kann nicht geändert werden
- Siehe Ausführungsreihenfolge oben
Ergebnisse sind inkonsistent
- Überprüfen: Material ist flach und richtig befestigt
- Überprüfen: Fokus ist über den gesamten Testbereich konsistent
- Überprüfen: Laserleistung ist stabil (Netzteil überprüfen)
- Versuchen: Kleineres Raster, um Testbereich zu reduzieren
Verwandte Themen
- 3D-Vorschau - Testausführung vor dem Ausführen vorschauen
- Gravur - Gravur-Operationen verstehen
- Kontur-Schneiden - Schneide-Operationen verstehen