收缩包裹
收缩包裹通过生成一个向对象"收缩"的边界,为多个对象创建高效的切割路径。它对于从板材上切割多个零件并最小化浪费很有用。
概述
收缩包裹操作:
- 围绕对象组创建边界路径
- 最小化材料浪费
- 通过组合路径减少切割时间
- 支持间隙的偏移距离
- 适用于任何矢量形状组合
何时使用收缩包裹
使用收缩包裹用于:
- 从板材上切割多个小零件
- 最小化材料浪费
- 创建高效的嵌套边界
- 分离零件组
- 减少总切割时间
不要使用收缩包裹用于:
- 单个对象(改用轮廓)
- 需要单独边界的零件
- 精确的矩形切割
收缩包裹如何工作
收缩包裹使用计算几何算法创建边界:
- 开始围绕所有对象的凸包
- 收缩边界向内朝向对象
- 紧密包裹对象组
- 向外偏移指定距离
结果是遵循零件整体形状同时保持间隙的高效切割路径。
创建收缩包裹操作
第 1 步:排列对象
- 将要包裹的所有零件放在画布上
- 以所需的间距定位它们
- 多个单独的组可以一起收缩包裹
第 2 步:选择对象
- 选择收缩包裹中要包括的所有对象
- 可以是不同的形状、大小和类型
- 所有选定的对象将一起包裹
第 3 步:添加收缩包裹操作
- 菜单: 操作 → 添加收缩包裹
- 右键点击: 上下文菜单 → 添加操作 → 收缩包裹
第 4 步:配置设置
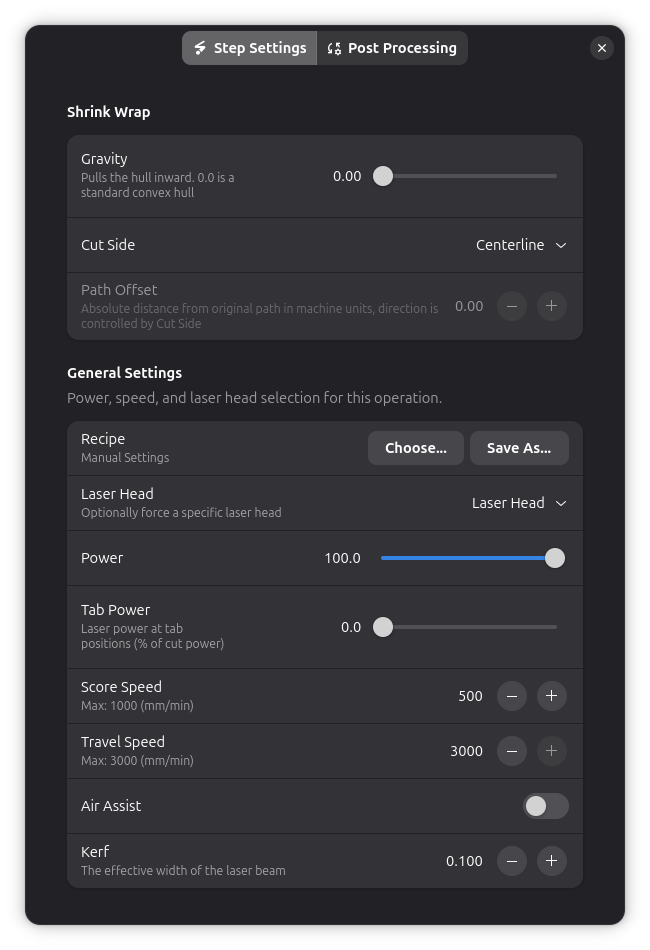
关键设置
功率和速度
像其他切割操作:
功率(%):
- 切割的激光强度
- 与轮廓切割使用的相同
速度(mm/min):
- 激光移动的速度
- 与材料的切割速度匹配
次数:
- 切割边界的次数
- 通常 1-2 次
- 与材料的轮廓切割相同
偏移距离
偏移(mm):
- 零件周围的间隙
- 从对象到收缩包裹边界的距离
- 较大的偏移 = 零件周围留下更多材料
典型值:
- 2-3mm: 紧密包裹,最小浪费
- 5mm: 舒适的间隙
- 10mm+: 额外材料用于处理
为什么偏移很重要:
- 太小:有切割到零件的风险
- 太大:浪费材料
- 考虑:缝隙宽度、切割精度
平滑度
控制边界跟随对象形状的紧密程度:
高平滑度:
- 更紧密地跟随对象
- 更复杂的路径
- 更长的切割时间
- 更少的材料浪费
低平滑度:
- 更简单、更圆的路径
- 更短的切割时间
- 略微更多的材料浪费
推荐: 大多数情况下使用中等平滑度
用例
批量零件生产
场景: 从大板材上切割 20 个小零件
没有收缩包裹:
- 切割完整的板材边界
- 浪费零件周围的所有材料
- 长切割时间
有收缩包裹:
- 围绕零件组切割紧密边界
- 为其他项目节省材料
- 更快的切割(更短的周长)
嵌套优化
工作流程:
- 在板材上高效嵌套零件
- 将零件分组为部分
- 收缩包裹每个部分
- 单独切割部分
好处:
- 可以在继续时删除完成的部分
- 更容易处理切割零件
- 降低零件移动的风险
材料节约
示例: 昂贵材料上的小零件
过程:
- 紧密排列零件
- 用 3mm 偏移收缩包裹
- 从板材上切割出来
- 保存剩余材料
结果: 最大材料效率
与其他操作结合
收缩包裹 + 轮廓
常见工作流程:
- 对单个零件进行轮廓操作(切割细节)
- 围绕组进行收缩包裹(从板材上切割出来)
执行顺序:
- 首先:切割零件的细节(固定时)
- 最后:收缩包裹切割组
有关详细信息,请参阅多层工作流程。
收缩包裹 + 光栅
示例: 雕刻和切割的零件
- 对零件进行光栅雕刻标志
- 对零件轮廓进行轮廓切割
- 围绕整个组进行收缩包裹
好处:
- 所有雕刻在材料固定时发生
- 最终收缩包裹切割整个批次
后处理
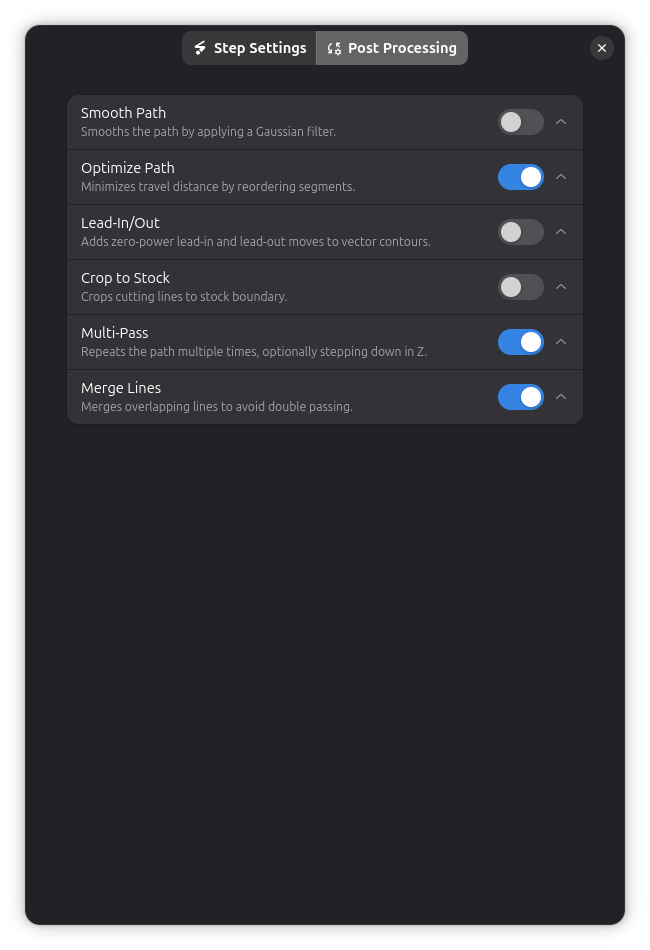
收缩包裹操作支持多种后处理选项:
- 平滑路径 - 减少边界路径中的锯齿状边缘
- 固定标签 - 保持切割件与材料连接
- 裁剪到材料 - 将切割限制在材料边界内
- 路径优化 - 减少行程距离
- 多次遍 - 为厚材料重复切割
- 导入/导出 - 添加零功率进刀和退刀移动,使切割端更干净
零件间距
最佳间距:
- 零件之间 5-10mm
- 足够让收缩包裹区分单独的对象
- 不会浪费材料
太近:
- 零件可能被一起包裹
- 收缩包裹可能桥接间隙
- 切割后难以分离
太远:
- 浪费材料
- 更长的切割时间
- 低效使用板材
材料考虑
最适合:
- �生产运行(许多相同的零件)
- 大板材上的小零件
- 昂贵材料(最小化浪费)
- 批量切割作业
不适合:
- 单个大零件
- 填充整个板材的零件
- 需要完整板材切割时
安全
始终:
- 检查边界不与零件重叠
- 验证偏移足够
- 在3D 预览中预览
- 先在废料上测试
注意:
- 收缩包裹切割到零件(增加偏移)
- 零件在收缩包裹完成前移动
- 材料翘曲将零件拉出位置
高级技术
多个收缩包裹
为不同组创建单独的边界:
过程:
- 将零件排列为逻辑组
- 收缩包裹组 1(顶部零件)
- 收缩包裹组 2(底部零件)
- 单独切割组
好处:
- 作业期间删除完成的组
- 更好的组织
- 更容易零件检索
嵌�套收缩包裹
在较大边界内收缩包裹:
示例:
- 内部收缩包裹:小的详细零件
- 外部收缩包裹:包括较大的零件
- 轮廓:完整的板材边界
用途: 复杂的多零件布局
间隙测试
生产运行前:
- 创建收缩包裹
- 在3D 预览中预览
- 验证间隙足够
- 检查没有零件相交
- 在废料材料上运行测试
故障排除
收缩包裹切割到零件
- 增加: 偏移距离
- 检查: 零件不太靠近在一起
- 验证: 预览中的收缩包裹路径
- 考虑: 缝隙宽度(激光束宽度)
边界不跟随形状
- 增加: 平滑度设置
- 检查: 正确选择零件
- 尝试: 较小的偏移(可能包裹得太远)
零件被一起包裹
- 增加: 零件之间的间距
- 添加: 单个零件周围的手动轮廓
- 拆分: 为多个收缩包裹操作
切割时间太长
- 降低: 平滑度(更简单的路径)
- 增加: 偏移(更直的边界)
- 考虑: 多个较小的收缩包裹
切割期间零件移动
- 添加: 小标签保持零件(参见固定标签)
- 使用: 切割顺序:从内到外
- 确保: 材料平坦并固定
- 检查: 板材未翘曲
技术细节
算法
收缩包裹使用计算几何:
- 凸包 - 找到外部边界
- Alpha 形状 - 向对象收缩
- 偏移 - 按偏移距离扩展
- 简化 - 基于平滑度设置
路径优化
边界路径针对以下优化:
- 最小总长度
- 平滑曲线(基于平滑度)
- 高效的开始/结束点
坐标系统
- 单位: 毫米(mm)
- 精度: 0.01mm 典型
- 坐标: 与工作区相同