材料测试网格
材料测试网格生成器可创建参数化测试图案,帮助您找到不同材料的最佳激光设置。
概述
材料测试对于激光加工至关重要 - 不同的材料需要不同的功率和速度设置。材料测试网格可自动化此过程:
- 生成具有可配置速度/功率范围的测试网格
- 提供常见激光类型的预设(二极管、CO2)
- 优化执行顺序以确保安全(先执行最快速度)
- 添加标签以标识每个测试单元的设置
创建材料测试网格
步骤 1:打开生成器
访问材料测试网格生成器:
- 菜单:工具 → 材料测试网格
- 这将创建一个生成测试图案的特殊工件
步骤 2:选择预设(可选)
Rayforge 包含常见场景的预设:
| 预设 | 速度范围 | 功率范围 | 用途 |
|---|---|---|---|
| 二极管雕刻 | 1000-10000 mm/min | 10-100% | 二极管激光雕刻 |
| 二极管切割 | 100-5000 mm/min | 50-100% | 二极管激光切割 |
| CO2 雕刻 | 3000-20000 mm/min | 10-50% | CO2 激光雕刻 |
| CO2 切割 | 1000-20000 mm/min | 30-100% | CO2 激光切割 |
预设只是起点 - 选择预设后您可以调整所有参数。
步骤 3:配置参数
在设置对话框中调整测试网格参数:
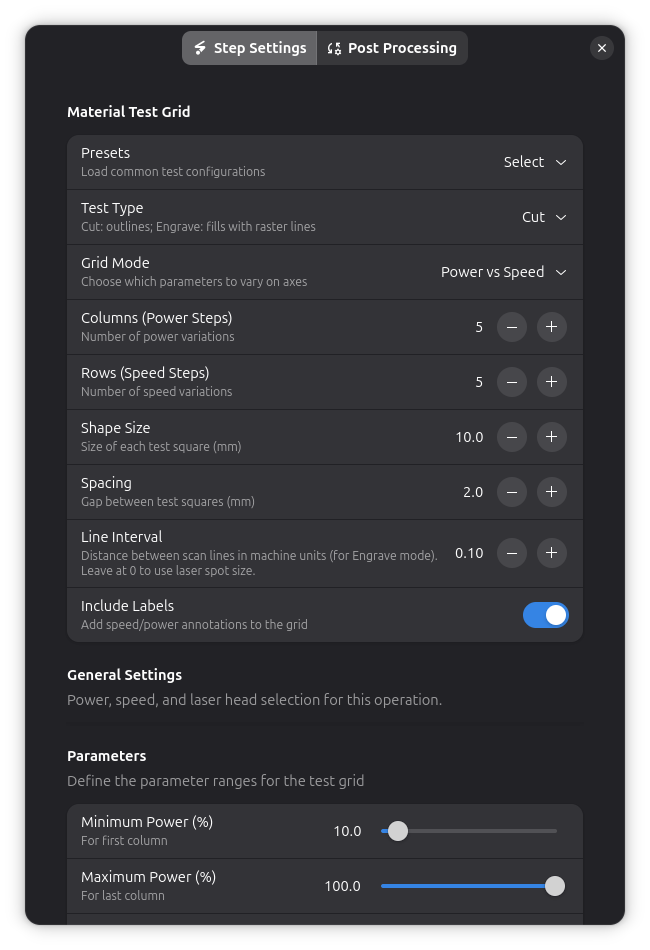
测试类型
- 雕刻:用光栅图案填充方块
- 切割:切割方块的轮廓
速度范围
- 最小速度:要测试的最慢速度(mm/min)
- 最大速度:要测试的最快速度(mm/min)
- 网格中的列代表不同的速度
功率范围
- 最小功率:要测试的最低功率(%)
- 最大功率:要测试的最高功率(%)
- 网格中的行代表不同的功率级别
网格尺寸
- 列数:速度变化数量(通常为 3-7)
- 行数:功率变化数量(通常为 3-7)
大小和间距
- 形状大小:每个测试方块的边长,单位 mm(默认:20mm)
- 间距:方块之间的间隙,单位 mm(默认:5mm)
标签
- 包含标签:启用/禁用显示速度和功率值的轴标签
- 标签显示在左边缘和顶部边缘
- 标签功率(%):雕刻标签的功率设置
- 标签速度(mm/min):雕刻标签的速度(默认:1000 mm/min)
标签在测试网格之前先雕刻,因此不会被测试图案遮挡。
线间隔(仅限雕刻测试)
- 线间隔(mm):使用雕刻测试类型时扫描线之间的间距
- 较小的值产生更密集的填充但执行时间更长
- 典型值:0.1-0.3mm
步骤 4:生成网格
点击 生成 创建测试图案。网格作为特殊工件显示在画布上。
理解网格布局
网格组织
功率 (%) 速度 (mm/min) →
↓ 1000 2500 5000 7500 10000
100% [ ] [ ] [ ] [ ] [ ]
75% [ ] [ ] [ ] [ ] [ ]
50% [ ] [ ] [ ] [ ] [ ]
25% [ ] [ ] [ ] [ ] [ ]
10% [ ] [ ] [ ] [ ] [ ]
- 列:速度从左到右增加
- 行:功率从下到上增加
- 标签:显示每行/列的确切值
网格尺寸计算
不带标签:
- 宽度 = 列数 × (形状大小 + 间距) - 间距
- 高度 = 行数 × (形状大小 + 间距) - 间距
带标签:
- 在左侧和顶部添加 15mm 边距用于标签空间
示例: 5×5 网格,20mm 方块和 5mm 间距:
- 不带标签:120mm × 120mm
- 带标签:135mm × 135mm
执行顺序(风险优化)
Rayforge 以 风险优化的顺序 执行测试单元,以防止材料损坏:
- 先执行最高速度:速度快更安全(热量积累较少)
- 在同一速度下先执行最低功率:将每个速度级别的风险降至最低
这可以防止从慢速、高功率组合开始导致的烧焦或起火。
3×3 网格的示例执行顺序:
顺序: 1 2 3
4 5 6 ← 最高速度,功率递增
7 8 9
(最快速度/最低功率先执行)
使用材料测试结果
步骤 1:运行测试
- 将材料装入激光机
- 正确聚焦激光
- 运行材料测试网格作业
- 监控测试 - 如果任何单元出现问题则停止
步骤 2:评估结果
测试完成后,检查每个单元:
- 太浅:增加功率或降低速度
- 太深/烧焦:降低功率或增加速度
- 完美:记录速度/功率组合
步骤 3:记录设置
记录您成功的设置以供将来参考:
- 材料类型和厚度
- 操作类型(雕刻或切割)
- 速度和功率组合
- 通过次数
- 任何特殊说明
考虑创建一个包含材料测试结果的参考文档,以便在未来的项目中快速查找。
高级用法
与其他操作组合
材料测试网格是常规工件 - 您可以将它们与其他操作组合:
示例工作流程:
- 创建材料测试网格
- 在整个网格周围添加轮廓切割
- 运行测试,切下,评估结果
这对于将测试件从原材料上切下很有用。
自定义测试范围
进行微调时,创建窄范围测试:
粗略测试(找到大致范围):
- 速度:1000-10000 mm/min(5 列)
- 功率:10-100%(5 行)
精细测试(优化):
- 速度:4000-6000 mm/min(5 列)
- 功率:35-45%(5 行)
不同材料,相同网格
在相同网格配置下测试不同材料,以更快建立您的材料库。
提示和最佳实践
网格设计
✅ 从预设开始 - 常见场景的良好起点 ✅ 使用 5×5 网格 - 详细程度和测试时间的良好平衡 ✅ 启用标签 - 识别结果的关键 ✅ 保持方块 ≥20mm - 更容易查看和测量结果
测试策略
✅ 先测试废料 - 永远不要在最终材料上测试 ✅ 一次一个变量 - 测试速度或功率范围,不要同时测试两个极端 ✅ 允许冷却 - 在同一材料上测试之间等待 ✅ 一致的焦距 - 所有测试使用相同的焦距
安全
⚠️ 监控测试 - 永远不要让运行中的测试无人看管 ⚠️ 从保守开始 - 从较低的功率范围开始 ⚠️ 检查通风 - 确保适当的排烟 ⚠️ 防火准备 - 准备好灭火器
故障排除
测试单元执行顺序错误
- Rayforge 使用风险优化的顺序(最快速度优先)
- 这是有意为之,无法更改
- 请参阅上方的 执行顺序
结果不一致
- 检查:材料平整且固定得当
- 检查:整个测试区域焦距一致
- 检查:激光功率稳定(检查电源)
- 尝试:较小的网格以减少测试区域