底部面板
Rayforge 窗口底部的底部面板提供对激光切割机位置的手动控制、实时机器状态、用于监控操作的日志视图、G 代码查看器和资产浏览器。
概述
底部面板将多个功能组合到一个便捷的界面中:
- 可停靠标签:使用左侧的图标栏在控制台、G 代码查看器和资产之间切换
- 点动控制:手动移动和定位(始终可见)
- 机器状态:实时位置和连接状态
- 工作坐标系(WCS):快速 WCS 选择(始终可见)
面板的每个区域左侧都有一个图标标签栏,让您在 控制台、G 代码查看器 和 资产 浏览器之间切换。右侧的点动控制和 WCS 控制无论哪个标签处于活动状态都保持可见。标签可以在其标签栏内通过拖动重新排序,您还可以将标签拖到其他面板区域或分隔线上,以将布局重新排列为多列。空列会自动移除。
访问底部面板
底部面板可以通过以下方式切换:
- 菜单:视图 → 底部面板
- 键盘快捷键:Ctrl+L
点动控制仅在连接到支持点动操作的机器时可用。
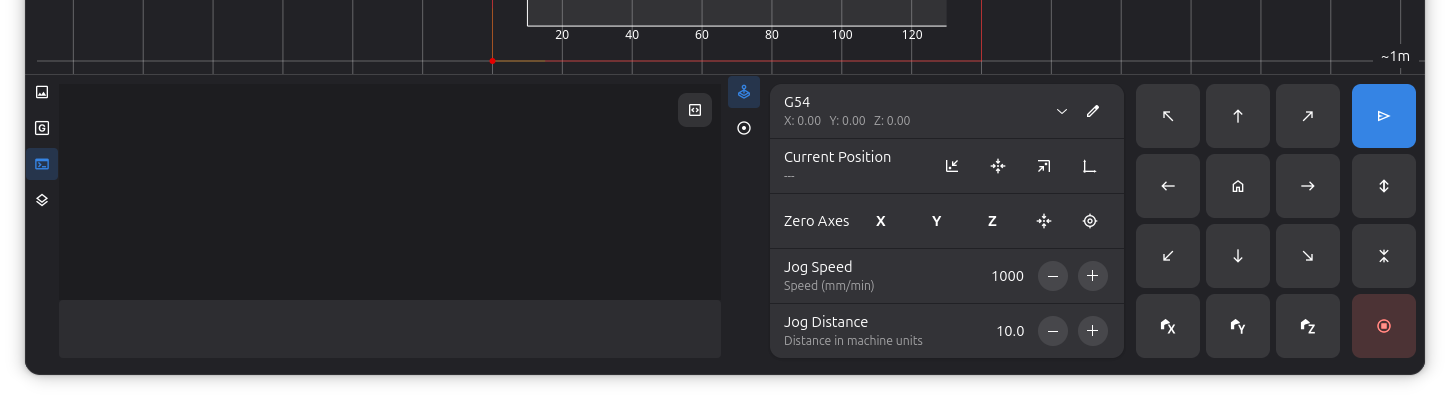
点动控制
点动控制提供对激光切割机位置的手动控制,允许您精确移动激光头以进行设置、对齐和测试。
归零控制
归零机器的轴以建立参考位置:
| 按钮 | 功能 | 描述 |
|---|---|---|
| 全部归零 | 归零所有轴 | 同时归零所有轴 |
建议在开始任何作业之前归零所有轴,以确保准确定位。
方向移动
点动控制提供方向移动的按钮:
↖ ↑ ↗
← • →
↙ ↓ ↘
| 按钮 | 移动 | 键盘快捷键 |
|---|---|---|
| ↑ | Y+(如果机器 Y 翻转则为 Y-) | 上箭头 |
| ↓ | Y-(如果机器 Y 翻转则为 Y+) | 下箭头 |
| ← | X-(左) | 左箭头 |
| → | X+(右) | 右箭头 |
| ↖(左上) | X- Y+/-(对角线) | - |
| ↗(右上) | X+ Y+/-(对角线) | - |
| ↙(左下) | X- Y-/+(对角线) | - |
| ↘(右下) | X+ Y-/+(对角线) | - |
| Z+ | Z 轴上 | Page Up |
| Z- | Z 轴下 | Page Down |
键盘快捷键仅在主窗口有焦点时有效。
视觉反馈
点动按钮提供视觉反馈:
- 正常:按钮已启用且安全使用
- 警告(橙色):移动将接近或超过软限位
- 禁用:不支持移动或机器未连接
点动设置
配置点动操作的行为:
点动速度:
- 范围:1-60,000 mm/min
- 默认:1,000 mm/min
- 目的:控制激光头移动的速度
- 使用较低的速度(100-500 mm/min)进行精确定位
- 使用较高的速度(1,000-3,000 mm/min)进行较大的移动
- 非常高的速度可能导致某些机器丢步
点动距离:
- 范围:0.1-1,000 mm
- 默认:10.0 mm
- 目的:控制每次按钮按下激光头移动多远
- 使用小距离(0.1-1.0 mm)进行微调
- 使用中等距离(5-20 mm)进行一般定位
- 使用大距离(50-100 mm)进行快速重新定位
机器状态显示
控制面板显示有关机器的实时信息:
当前位置
显示活动坐标系中激光头的位置:
- 坐标相对于所选的 WCS 原点
- 在点动或运行作业时实时更新
- 格式:X、Y、Z 值(毫米)
连接状态
- 已连接:绿色指示器,机器正在响应
- 已断开:灰色指示器,无机器连接
- 错误:红色指示器,连接或通信问题
机器状态
- 空闲:机器准备接受命令
- 运行:作业当前正在执行
- 暂停:作业已暂停
- 警报:机器处于警报状态
- 归零:归零循环正在进行中
工作坐标系(WCS)
控制面板提供对工作坐标系管理的快速访问。
活动系统选择
选择当前活动的坐标系:
| 选项 | 类型 | 描述 |
|---|---|---|
| G53(机器) | 固定 | 绝对机器坐标,无法更改 |
| G54(工作 1) | 用户 | 第一个工作坐标系 |
| G55(工作 2) | 用户 | 第二个工作坐标系 |
| G56(工作 3) | 用户 | 第三个工作坐标系 |
| G57(工作 4) | 用户 | 第四个工作坐标系 |
| G58(工作 5) | 用户 | 第五个工作坐标系 |
| G59(工作 6) | 用户 | 第六个工作坐标系 |
设置 WCS 零点
定义活动 WCS 的原点应在哪里:
| 按钮 | 功能 | 描述 |
|---|---|---|
| 点击归零 | 设置 X,Y=0 | 点击十字准线图标,然后在画布上点击以设置工作零点 |
| 前往WCS零点 | 移动 | 将激光头移动到活动 WCS 的 X0 Y0 位置 |
| 编辑偏移 | 编辑 | 手动编辑 WCS 偏移值 |
| 零 X | 设置 X=0 | 将当前 X 位置设为活动 WCS 的 X 原点 |
| 零 Y | 设置 Y=0 | 将当前 Y 位置设为活动 WCS 的 Y 原点 |
| 零 Z | 设置 Z=0 | 将��当前 Z 位置设为活动 WCS 的 Z 原点 |
选择 G53(机器坐标)时零按钮被禁用,因为机器坐标由硬件固定。
- 连接到机器并归零所有轴
- 选择要配置的 WCS(例如 G54)
- 将激光头点动到所需的原点位置
- 点击零 X 和零 Y 将此位置设为 (0, 0)
- 偏移存储在您的机器控制器中
控制台标签
控制台标签提供交互式终端风格界面,用于发送 G 代码命令和监控机器通信。点击标签栏中的控制台图标切换到此视图。
命令输入
命令输入框允许您直接向机器发送原始 G 代码:
- 多行支持:粘贴或输入多个命令
- Enter:发送所有命令
- Shift+Enter:插入换行(用于发送前编辑)
- 历史:使用上/下箭头导航之前发送的命令
日志显示
日志显示 Rayforge 和您的机器之间的通信,带有语法高亮以便阅读:
- 用户命令(蓝色):您输入或在作业期间发送的命令
- 时间戳(灰色):每条消息的时间
- 错误(红色):来自机器的错误消息
- 警告(橙色):警告消息
- 状态轮询(暗淡):实时位置/状态报告,如
<Idle|WPos:0.000,0.000,0.000|...>
详细模式
点击控制台右上角的终端图标以切换详细输出:
- 关闭(默认):隐藏频繁的状态轮询和"ok"响应
- 开启:显示所有机器通信
自动滚动行为
控制台自动滚动以显示新消息:
- 向上滚动禁用自动滚动,以便您可以查看历史
- 滚动到底部重新启用自动滚动
- 自动滚动活动时新消息立即出现
使用控制台进行故障排除
控制台对于诊断问题非常有价值:
- 验证命令是否正确发送
- 检查来自控制器的错误消息
- 监控连接状态和稳定性
- 实时查看作业执行进度
- 发送诊断命令(例如
$$查看 GRBL 设置)
G 代码查看器标签
G 代码查看器标签显示当前操作的生成 G 代码。点击标签栏中的 G 代码图标切换到此视图。
功能
- 语法高亮:G 代码命令以颜色编码以便阅读
- 行高亮:在作业执行期间当前执行的行被高亮显示
- 自动刷新:当操作或文档设置更改时 G 代码内容自动更新
资产标签
资产标签显示文档中的所有材料项和草图。点击标签栏中的资产图标切换到此视图。
当资产列表为空时,它会显示添加材料或创建新草图的按钮。您可以将资产从此列表拖放到画布上以放置它们。双击材料资产会打开其属性。
右键点击资产会打开一个上下文菜单,包含从资产创建新工件、复制、剪切或删除等选项。右键点击资产列表中的空白区域会提供创建新草图、添加材料、导入文件或从剪贴板粘贴的选项。
当控制台或 G 代码查看器标签处于活动状态时,您还可以按 Ctrl+F 在内容中搜索。
激光控制
激光停靠栏提供对激光的手动控制,用于测试、对准和聚焦。它在底部面板中作为控件停靠栏旁边的标签页显示。
激光头选择器
下拉菜单列出所有已配置的激光头。当您的机器有多个激光头时,选�择您想要控制的那个。副标题显示所选激光头的工具编号和最大功率。
切换按钮
激光头选择器旁边的切换按钮用于打开或关闭激光。当激光处于活动状态时,按钮变为红色作为安全指示。也可以从主窗口标题栏中的工具栏按钮切换激光。
功率
滑块和文本输入框控制激光功率从 0 到 100 百分比。当您切换到不同的激光头时,功率会重置为该激光头配置的聚焦功率。
频率和脉冲宽度
这些控件仅在所选激光头为 CO2 或光纤类型时出现。它们允许您设置手动激光操作的 PWM 频率(Hz)和脉冲宽度(微秒)。对于二极管激光器,这些字段是隐藏的。
持续时间(自动关闭定时器)
设置以秒为单位的持续时间,之后激光将自动关闭。设置为 0 表示连续操作——激光保持开启状态,直到您手动关闭。定时器运行时,控件下方会出现倒计时标签。
安全
- 当没有配置激光头时,所有控件都被禁用
- 切换按钮需要活动的机器连接
- 如果在激光开启时机器断开连接,激光将自动关闭,任何正在运行的定时器将被取消
机器兼容性
底部面板适应您机器的功能:
轴支持
- X/Y 轴:几乎所有激光切割机都支持
- Z 轴:仅在具有 Z 轴控制的机器上可用
- 对角线移动:需要 X 和 Y 轴都支持
机器类型
| 机器类型 | 点动支持 | 备注 |
|---|---|---|
| GRBL(v1.1+) | 完全 | 支持所有点动功能 |
| Smoothieware | 完全 | 支持所有点动功能 |
| 自定义控制器 | 可变 | 取决于实现 |
安全功能
软限位
当在机器配置文件中启用软限位时:
- 接近限位时按钮显示橙色警告
- 自动限制移动以防止超出边界
- 提供视觉反馈以防止碰撞
连接状态
- 未连接机器时所有控件都禁用
- 按钮根据机器状态更新敏感度
- 防止操作期间意外移动
相关页面:
- 工作坐标系(WCS) - 管理 WCS
- 机器设置 - 配置您的机器
- 键盘快捷键 - 完整的快捷键参考
- 主窗口 - 主界面概述
- 常规设置 - 设备配置