设备设置
机器设置中的设备页面允许您直接读取和应用设置到连接的设备(控制器)。这些也称为"美元设置"或 GRBL 中的 $$ 设置。
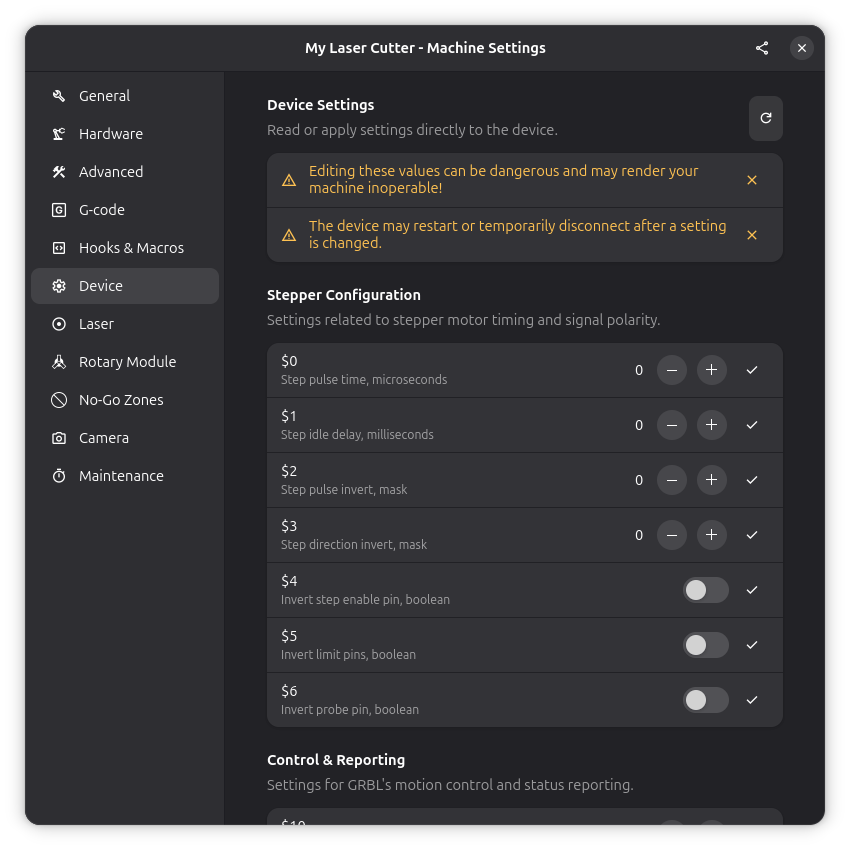
更改设置时请小心
错误的固件设置可能导致机器行为不可预测、失去位置,甚至损坏硬件。在更改之前始终记录原始值,并一次修改一个设置。
概述
设备页面提供对控制器固件设置的直接访问。您可以在这里:
- 从设备读取当前设置
- 修改单个设置
- 将更改应用到设备
固件设置控制:
- 运动参数:速度限制、加速度、校准
- 限位开关:归零行为、软/硬限位
- 激光控制:功率范围、激光模式启用
- 电气配置:引脚反转、上拉
- 报告:状态消息格式和频率
这些设置存储在您的控制器上(而不是 Rayforge 中),并在电源周期之间持续存在。
读取设置
点击 从设备读取 按钮从连接的控制器获取当前设置。这需要:
- 机器已连接
- 驱动程序支持读取设备设置
应用设置
修改设置后,更改将应用到设备。设备可能会:
- 暂时重启
- 断开并重新连接
- 某些更改需要电源周期
控制台访问
您也可以通过 G 代码控制台查看/修改设置:
查看所有设置:
$$
查看单个设置:
$100
修改设置:
$100=80.0
恢复默认值:
$RST=$
恢复默认值会删除所有设置
$RST=$ 命令将所有 GRBL 设置重置为出厂默认值。您将丢失任何校准和调优。请先备份您的设置!
激光的关键设置
这些设置对激光操作最重要:
$32 - 激光模式
值: 0 = 禁用,1 = 启用
目的: 在 GRBL 中启用激光特定功能
启用时(1):
- 激光在 G0(快速)移动期间自动关闭
- 功率在加速/减速期间动态调整
- 防止定位时意外烧伤
禁用时(0):
- 激光行为像主轴(CNC 模式)
- 快速移动期间不会关闭
- 激光使用有危险!
始终启用激光模式
对于激光切割机,$32 应始终设置为 1。禁用激光模式可能导致意外烧伤和火灾危险。
$30 和 $31 - 激光功率范围
$30 - 最大激光功率(RPM) $31 - 最小激光功率(RPM)
目的: 定义 S 命令的功率范围
典型值:
- $30=1000, $31=0(S0-S1000 范围,最常见)
- $30=255, $31=0(S0-S255 范围,某些控制器)
匹配 Rayforge 配置
您的激光设置中的"最大功率"设置应与您的 $30 值匹配。如果 $30=1000,在 Rayforge 中将最大功率设置为 1000。
$130 和 $131 - 最大行程
$130 - X 最大行程(mm) $131 - Y 最大行程(mm)
目的: 定义机器的工作区域
重要原因:
- 软限位($20)使用这些值来防止碰撞
- 定义坐标系边界
- 必须与您的物理机器尺寸匹配
设置参考
步进配置($0-$6)
控制步进电机电信号和时序。
| 设置 | 描述 | 典型值 |
|---|---|---|
| $0 | 步进脉冲时间(μs) | 10 |
| $1 | 步进空闲延迟(ms) | 25 |
| $2 | 步进脉冲反转(掩码) | 0 |
| $3 | 步进方向反转(掩码) | 0 |
| $4 | 反转步进使能引脚 | 0 |
| $5 | 反转限位引脚 | 0 |
| $6 | 反转探测引脚 | 0 |
限位和归零($20-$27)
控制限位开关和归零行为。
| 设置 | 描述 | 典型值 |
|---|---|---|
| $20 | 软限位启用 | 0 或 1 |
| $21 | 硬限位启用 | 0 |
| $22 | 归零循环启用 | 0 或 1 |
| $23 | 归零方向反转 | 0 |
| $24 | 归零定位进给率(mm/min) | 25 |
| $25 | 归零搜索速率(mm/min) | 500 |
| $26 | 归零去抖动延迟(ms) | 250 |
| $27 | 归零拉离距离(mm) | 1.0 |
主轴和激光($30-$32)
| 设置 | 描述 | 激光值 |
|---|---|---|
| $30 | 最大主轴速度 | 1000.0 |
| $31 | 最小主轴速度 | 0.0 |
| $32 | 激光模式启用 | 1 |
轴校准($100-$102)
定义多少步进电机步等于一毫米的移动。
| 设置 | 描述 | 备注 |
|---|---|---|
| $100 | X 步/mm | 取决于皮带轮/皮带比 |
| $101 | Y 步/mm | 通常与 X 相同 |
| $102 | Z 步/mm | 大多数激光不使用 |
计算步/mm:
steps/mm = (motor_steps_per_rev × microstepping) / (pulley_teeth × belt_pitch)
示例: 200 步/转,16 微步,20 齿皮带轮,GT2 皮带:
steps/mm = (200 × 16) / (20 × 2) = 3200 / 40 = 80
轴速度和加速度($110-$122)
| 设置 | 描述 | 典型值 |
|---|---|---|
| $110 | X 最大速率(mm/min) | 5000.0 |
| $111 | Y 最大速率(mm/min) | 5000.0 |
| $112 | Z 最大速率(mm/min) | 500.0 |
| $120 | X 加速度(mm/sec²) | 500.0 |
| $121 | Y 加速度(mm/sec²) | 500.0 |
| $122 | Z 加速度(mm/sec²) | 100.0 |
轴行程($130-$132)
| 设置 | 描述 | 备注 |
|---|---|---|
| $130 | X 最大行程(mm) | 工作区域宽度 |
| $131 | Y 最大行程(mm) | 工作区域深度 |
| $132 | Z 最大行程(mm) | Z 行程(如适用) |
常见配置示例
典型二极管激光(300×400mm)
$0=10 ; 步进脉冲 10μs
$1=255 ; 步进空闲延迟 255ms
$2=0 ; 无步进反转
$3=0 ; 无方向反转
$4=0 ; 无使能反转
$5=0 ; 无限位反转
$10=1 ; 报告 WPos
$11=0.010 ; 连接偏差 0.01mm
$12=0.002 ; 圆弧容差 0.002mm
$13=0 ; 报告 mm
$20=1 ; 软限位启用
$21=0 ; 硬限位禁用
$22=1 ; 归零启用
$23=0 ; 归零到最小
$24=50.0 ; 归零进给 50mm/min
$25=1000.0 ; 归零搜索 1000mm/min
$26=250 ; 归零去抖动 250ms
$27=2.0 ; 归零拉离 2mm
$30=1000.0 ; 最大功率 S1000
$31=0.0 ; 最小功率 S0
$32=1 ; 激光模式开
$100=80.0 ; X 步/mm
$101=80.0 ; Y 步/mm
$102=80.0 ; Z 步/mm
$110=5000.0 ; X 最大速率
$111=5000.0 ; Y 最大速率
$112=500.0 ; Z 最大速率
$120=500.0 ; X 加速度
$121=500.0 ; Y 加速度
$122=100.0 ; Z 加速度
$130=400.0 ; X 最大行程
$131=300.0 ; Y 最大行程
$132=0.0 ; Z 最大行程
备份设置
备份过程
-
通过 Rayforge:
- 打开设备设置面板
- 点击"导出设置"
- 将文件保存为
grbl-backup-YYYY-MM-DD.txt
-
通过控制台:
- 发送
$$命令 - 将所有输出复制到文本文件
- 保存并注明日期
- 发送
恢复过程
- 打开备份文件
- 通过控制台发送每一行(
$100=80.0等) - 使用
$$命令验证
定期备份
在校准或调优后备份您的设置。将备份存储在安全位置。