Painel Inferior
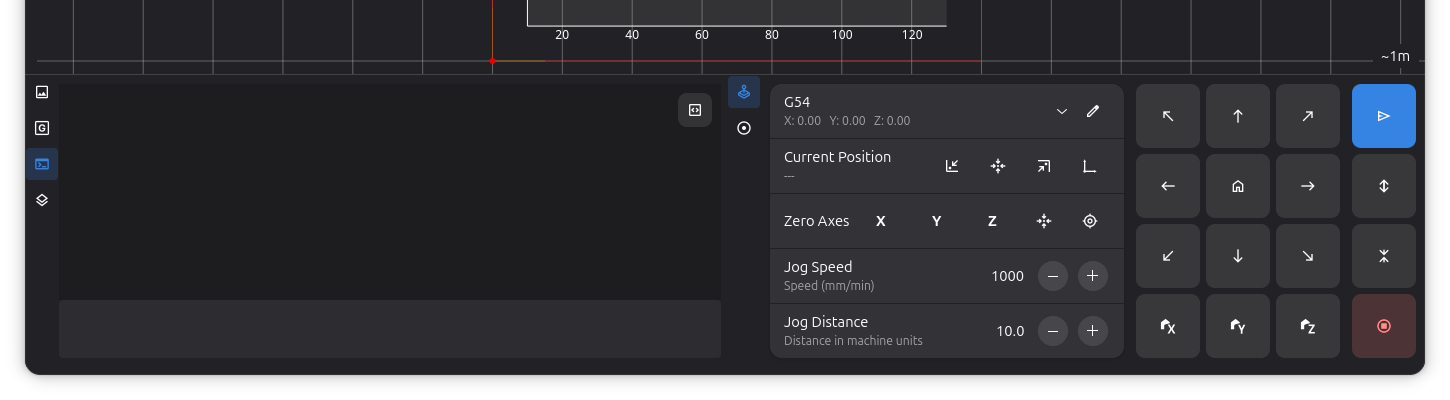
O Painel Inferior na parte inferior da janela do Rayforge fornece controle manual sobre a posição da sua cortadora a laser, status da máquina em tempo real, uma visão de log para monitorar operações, um visualizador de G-code e um navegador de ativos.
Visão Geral
O Painel Inferior combina várias funções em uma interface conveniente:
- Abas Ancoráveis: Alterne entre Console, Visualizador G-code e Ativos usando a faixa de ícones à esquerda
- Controles de Jog: Movimento e posicionamento manual (sempre visível)
- Status da Máquina: Posição e estado de conexão em tempo real
- Sistema de Coordenadas de Trabalho (WCS): Seleção rápida de WCS (sempre visível)
Cada área do painel possui uma faixa de ícones à esquerda que permite alternar entre o Console, o Visualizador G-code e o navegador de Ativos. Os controles de jog e WCS no lado direito permanecem visíveis independentemente de qual aba está ativa. As abas podem ser reordenadas arrastando dentro de sua faixa, e você pode arrastar abas entre áreas do painel ou sobre os divisores para reorganizar o layout em múltiplas colunas. Colunas vazias são removidas automaticamente.
Acessando o Painel Inferior
O Painel Inferior pode ser alternado via:
- Menu: Visualizar → Painel Inferior
- Atalho de Teclado: Ctrl+L
Os controles de jog estão disponíveis apenas quando conectado a uma máquina que suporta operações de jog.
Controles de Jog
Os controles de jog fornecem controle manual sobre a posição da sua cortadora a laser, permitindo mover a cabeça do laser precisamente para configuração, alinhamento e testes.
Controles de Origem
Leve os eixos da sua máquina à origem para estabelecer uma posição de referência:
| Botão | Função | Descrição |
|---|---|---|
| Origem Todos | Origina todos os eixos | Origina todos os eixos simultaneamente |
É recomendado levar todos os eixos à origem antes de iniciar qualquer trabalho para garantir posicionamento preciso.
Movimento Direcional
Os controles de jog fornecem botões para movimento direcional:
↖ ↑ ↗
← • →
↙ ↓ ↘
| Botão | Movimento | Atalho de Teclado |
|---|---|---|
| ↑ | Y+ (Y- se máquina está Y-invertido) | Seta Para Cima |
| ↓ | Y- (Y+ se máquina está Y-invertido) | Seta Para Baixo |
| ← | X- (esquerda) | Seta Para Esquerda |
| → | X+ (direita) | Seta Para Direita |
| ↖ (superior-esquerdo) | X- Y+/- (diagonal) | - |
| ↗ (superior-direito) | X+ Y+/- (diagonal) | - |
| ↙ (inferior-esquerdo) | X- Y-/+ (diagonal) | - |
| ↘ (inferior-direito) | X+ Y-/+ (diagonal) | - |
| Z+ | Eixo Z para cima | Page Up |
| Z- | Eixo Z para baixo | Page Down |
Atalhos de teclado só funcionam quando a janela principal tem foco.
Feedback Visual
Os botões de jog fornecem feedback visual:
- Normal: Botão está habilitado e seguro de usar
- Aviso (laranja): Movimento se aproximaria ou excederia limites de software
- Desabilitado: Movimento não é suportado ou máquina não está conectada
Configurações de Jog
Configure o comportamento das operações de jog:
Velocidade de Jog:
- Faixa: 1-60.000 mm/min
- Padrão: 1.000 mm/min
- Propósito: Controla quão rápido a cabeça do laser se move
- Use velocidades mais baixas (100-500 mm/min) para posicionamento preciso
- Use velocidades mais altas (1.000-3.000 mm/min) para movimentos maiores
- Velocidades muito altas podem causar perda de passos em algumas máquinas
Distância de Jog:
- Faixa: 0,1-1.000 mm
- Padrão: 10,0 mm
- Propósito: Controla quão longe a cabeça do laser se move por pressão de botão
- Use distâncias pequenas (0,1-1,0 mm) para ajuste fino
- Use distâncias médias (5-20 mm) para posicionamento geral
- Use distâncias grandes (50-100 mm) para reposicionamento rápido
Display de Status da Máquina
O Painel de Controle exibe informação em tempo real sobre sua máquina:
Posição Atual
Mostra a posição da cabeça do laser no sistema de coordenadas ativo:
- Coordenadas são relativas à origem WCS selecionada
- Atualiza em tempo real conforme você faz jog ou executa trabalhos
- Formato: Valores X, Y, Z em milímetros
Status de Conexão
- Conectado: Indicador verde, máquina está respondendo
- Desconectado: Indicador cinza, sem conexão com máquina
- Erro: Indicador vermelho, problema de conexão ou comunicação
Estado da Máquina
- Ocioso: Máquina está pronta para comandos
- Executar: Trabalho está atualmente em execução
- Pausar: Trabalho está pausado
- Alarme: Máquina está em estado de alarme
- Origem: Ciclo de homing está em progresso
Sistema de Coordenadas de Trabalho (WCS)
O Painel de Controle fornece acesso rápido ao gerenciamento do Sistema de Coordenadas de Trabalho.
Seleção de Sistema Ativo
Selecione qual sistema de coordenadas está atualmente ativo:
| Opção | Tipo | Descrição |
|---|---|---|
| G53 (Máquina) | Fixo | Coordenadas absolutas da máquina, não podem ser alteradas |
| G54 (Trabalho 1) | Usuário | Primeiro sistema de coordenadas de trabalho |
| G55 (Trabalho 2) | Usuário | Segundo sistema de coordenadas de trabalho |
| G56 (Trabalho 3) | Usuário | Terceiro sistema de coordenadas de trabalho |
| G57 (Trabalho 4) | Usuário | Quarto sistema de coordenadas de trabalho |
| G58 (Trabalho 5) | Usuário | Quinto sistema de coordenadas de trabalho |
| G59 (Trabalho 6) | Usuário | Sexto sistema de coordenadas de trabalho |
Definindo Zero do WCS
Defina onde a origem do WCS ativo deve ser:
| Botão | Função | Descrição |
|---|---|---|
| Clique para Zero | Define X,Y=0 | Clique no ícone de mira, depois clique na tela para definir zero |
| Ir ao Zero WCS | Mover | Mover a cabeça do laser para X0 Y0 do WCS ativo |
| Editar Deslocamentos | Editar | Editar manualmente os valores de deslocamento WCS |
| Zero X | Define X=0 | Torna posição X atual a origem X para WCS ativo |
| Zero Y | Define Y=0 | Torna posição Y atual a origem Y para WCS ativo |
| Zero Z | Define Z=0 | Torna posição Z atual a origem Z para WCS ativo |
Botões de zero são desabilitados quando G53 (Coordenadas da Máquina) está selecionado, pois coordenadas da máquina são fixadas pelo hardware.
- Conecte à sua máquina e leve todos os eixos à origem
- Selecione o WCS que deseja configurar (ex: G54)
- Faça jog da cabeça do laser para a posição de origem desejada
- Clique Zero X e Zero Y para definir esta posição como (0, 0)
- O deslocamento é armazenado no controlador da sua máquina
Aba do Console
A aba do Console fornece uma interface estilo terminal interativa para enviar comandos G-code e monitorar comunicação da máquina. Clique no ícone do console na faixa de abas para alternar para esta visão.
Entrada de Comando
A caixa de entrada de comando permite enviar G-code bruto diretamente para a máquina:
- Suporte Multi-linha: Cole ou digite múltiplos comandos
- Enter: Envia todos os comandos
- Shift+Enter: Insere nova linha (para edição antes de enviar)
- Histórico: Use setas Para Cima/Para Baixo para navegar comandos enviados anteriormente
Display de Log
O log mostra comunicação entre Rayforge e sua máquina com destaque de sintaxe para leitura fácil:
- Comandos do Usuário (azul): Comandos que você digitou ou enviou durante trabalhos
- Carimbos de Tempo (cinza): Hora de cada mensagem
- Erros (vermelho): Mensagens de erro da máquina
- Avisos (laranja): Mensagens de aviso
- Polls de Status (escuro): Relatórios de posição/status em tempo real como
<Idle|WPos:0.000,0.000,0.000|...>
Modo Verboso
Clique no ícone de terminal no canto superior direito do console para alternar saída verbosa:
- Desligado (padrão): Oculta polls de status frequentes e respostas "ok"
- Ligado: Mostra toda comunicação da máquina
Comportamento de Auto-Scroll
O console rola automaticamente para mostrar novas mensagens:
- Rolando para cima desabilita auto-scroll para que você possa revisar histórico
- Rolando para o fundo re-habilita auto-scroll
- Novas mensagens aparecem imediatamente quando auto-scroll está ativo
Usando o Console para Solução de Problemas
O console é inestimável para diagnosticar problemas:
- Verifique se comandos estão sendo enviados corretamente
- Verifique mensagens de erro do controlador
- Monitore status de conexão e estabilidade
- Revise progresso de execução de trabalho em tempo real
- Envie comandos de diagnóstico (ex:
$$para ver configurações GRBL)
Aba do Visualizador G-code
A aba do Visualizador G-code exibe o G-code gerado para as operações atuais. Clique no ícone de G-code na faixa de abas para alternar para esta visão.
Recursos
- Destaque de Sintaxe: Comandos G-code são coloridos para legibilidade
- Destaque de Linha: A linha em execução é destacada durante a execução do trabalho
- Atualização Automática: O conteúdo do G-code é atualizado automaticamente quando operações ou configurações do documento mudam
Aba de Ativos
A aba de Ativos mostra todos os itens de estoque e esboços no seu documento. Clique no ícone de ativos na faixa de abas para alternar para esta visão.
Quando a lista de ativos está vazia, ela exibe botões para adicionar estoque ou criar um novo esboço. Você pode arrastar ativos desta lista para a tela para posicioná-los. Clicar duas vezes em um ativo de estoque abre suas propriedades.
Clicar com o botão direito em um ativo abre um menu de contexto com opções para criar uma nova peça de trabalho a partir do ativo, duplicar, copiar, recortar ou excluí-lo. Clicar com o botão direito em um espaço vazio na lista de ativos oferece opções para criar um novo esboço, adicionar estoque, importar um arquivo ou colar da área de transferência.
Quando a aba do Console ou do Visualizador G-code está ativa, você também pode pressionar Ctrl+F para pesquisar dentro do conteúdo.
Controle do Laser
O dock de Laser fornece controle manual sobre seu laser para teste, alinhamento e focagem. Ele aparece como uma aba ao lado do dock de Controles no painel inferior.
Seletor de Cabeça Laser
Um menu suspenso lista todas as cabeças laser configuradas. Quando sua máquina possui múltiplas cabeças, selecione a que deseja controlar. O subtítulo mostra o número da ferramenta e a potência máxima da cabeça selecionada.
Botão de Ativação
O botão de ativação ao lado do seletor de cabeça liga ou desliga o laser. Quando o laser está ativo, o botão fica vermelho como indicador de segurança. O laser também pode ser ativado pelo botão da barra de ferramentas no cabeçalho da janela principal.
Potência
Um controle deslizante e um campo de texto controlam a potência do laser de 0 a 100 por cento. Quando você alterna para uma cabeça laser diferente, a potência é redefinida para a potência de foco configurada dessa cabeça.
Frequência e Largura de Pulso
Esses controles aparecem apenas quando a cabeça laser selecionada é do tipo CO2 ou Fibra. Eles permitem definir a frequência PWM (Hz) e a largura de pulso (microssegundos) para a operação manual do laser. Para lasers Diodo, esses campos estão ocultos.
Duração (Temporizador de Desligamento Automático)
Defina uma duração em segundos após a qual o laser desliga automaticamente. Defina como 0 para operação contínua — o laser permanece aceso até você desligá-lo manualmente. Um rótulo de contagem regressiva aparece abaixo dos controles enquanto o temporizador está em execução.
Segurança
- Todos os controles estão desabilitados quando nenhuma cabeça laser está configurada
- O botão de ativação requer uma conexão ativa com a máquina
- Se a máquina se desconectar enquanto o laser está aceso, o laser é desligado automaticamente e qualquer temporizador em execução é cancelado
Compatibilidade de Máquina
O Painel Inferior adapta-se às capacidades da sua máquina:
Suporte de Eixos
- Eixo X/Y: Suportado por virtualmente todas cortadoras a laser
- Eixo Z: Disponível apenas em máquinas com controle de eixo Z
- Movimento Diagonal: Requer suporte para ambos eixos X e Y
Tipos de Máquina
| Tipo de Máquina | Suporte de Jog | Notas |
|---|---|---|
| GRBL (v1.1+) | Completo | Suporta todos recursos de jog |
| Smoothieware | Completo | Suporta todos recursos de jog |
| Controladores Personalizados | Variável | Depende da implementação |
Recursos de Segurança
Limites de Software
Quando limites de software estão habilitados no seu perfil de máquina:
- Botões mostram aviso laranja ao se aproximar dos limites
- Movimento é automaticamente limitado para prevenir exceder limites
- Fornece feedback visual para prevenir colisões
Status de Conexão
- Todos os controles são desabilitados quando não conectado a uma máquina
- Botões atualizam sensibilidade com base no estado da máquina
- Previne movimento acidental durante operação
Páginas Relacionadas:
- Sistemas de Coordenadas de Trabalho (WCS) - Gerenciando WCS
- Configuração da Máquina - Configure sua máquina
- Atalhos de Teclado - Referência completa de atalhos
- Janela Principal - Visão geral da interface principal
- Configurações Gerais - Configuração do dispositivo