Unteres Panel
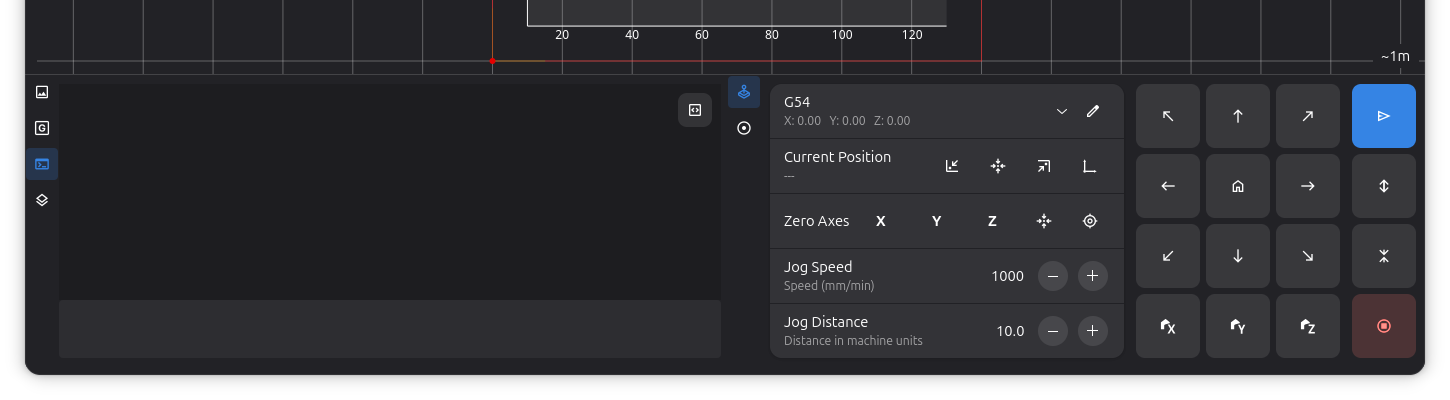
Das untere Panel am unteren Rand des Rayforge-Fensters bietet manuelle Kontrolle über die Position deines Laserschneiders, Echtzeit-Maschinenstatus, eine Protokollansicht zur Überwachung von Operationen, einen G-Code-Viewer und einen Asset-Browser.
Übersicht
Das untere Panel kombiniert mehrere Funktionen in einer praktischen Schnittstelle:
- Andockbare Tabs: Zwischen Konsole, G-Code-Viewer und Assets wechseln über die Icon-Leiste auf der linken Seite
- Jog-Steuerung: Manuelle Bewegung und Positionierung (immer sichtbar)
- Maschinenstatus: Echtzeit-Position und Verbindungszustand
- Werkstückkoordinatensystem (WCS): Schnelle WCS-Auswahl (immer sichtbar)
Jeder Bereich des Panels hat eine Icon-Tab-Leiste auf der linken Seite, mit der du zwischen der Konsole, dem G-Code-Viewer und dem Assets-Browser wechseln kannst. Die Jog-Steuerung und WCS-Steuerung auf der rechten Seite bleiben unabhängig davon sichtbar, welcher Tab aktiv ist. Tabs können durch Ziehen innerhalb ihrer Leiste neu angeordnet werden, und du kannst Tabs zwischen Panelbereichen oder auf Trennlinien ziehen, um das Layout in mehrere Spalten umzuordnen. Leere Spalten werden automatisch entfernt.
Zugriff auf das untere Panel
Das untere Panel kann umgeschaltet werden über:
- Menü: Ansicht → Unteres Panel
- Tastaturkürzel: Strg+L
Die Jog-Steuerung ist nur verfügbar, wenn mit einer Maschine verbunden ist, die Jogging-Operationen unterstützt.
Jog-Steuerung
Die Jog-Steuerung bietet manuelle Kontrolle über die Position deines Laserschneiders, sodass du den Laserkopf präzise für Einrichtung, Ausrichtung und Testzwecke bewegen kannst.
Referenzfahrt-Steuerung
Referenziere die Achsen deiner Maschine, um eine Referenzposition zu etablieren:
| Schaltfläche | Funktion | Beschreibung |
|---|---|---|
| Alle referenzieren | Referenziert alle Achsen | Referenziert alle Achsen gleichzeitig |
Es wird empfohlen, alle Achsen zu referenzieren bevor ein Auftrag gestartet wird, um präzise Positionierung sicherzustellen.
Richtungssteuerung
Die Jog-Steuerung bietet Schaltflächen für Richtungssteuerung:
↖ ↑ ↗
← • →
↙ ↓ ↘
| Schaltfläche | Bewegung | Tastaturkürzel |
|---|---|---|
| ↑ | Y+ (Y- wenn Maschine Y-gespiegelt ist) | Pfeil nach oben |
| ↓ | Y- (Y+ wenn Maschine Y-gespiegelt ist) | Pfeil nach unten |
| ← | X- (links) | Pfeil nach links |
| → | X+ (rechts) | Pfeil nach rechts |
| ↖ (oben-links) | X- Y+/- (diagonal) | - |
| ↗ (oben-rechts) | X+ Y+/- (diagonal) | - |
| ↙ (unten-links) | X- Y-/+ (diagonal) | - |
| ↘ (unten-rechts) | X+ Y-/+ (diagonal) | - |
| Z+ | Z-Achse hoch | Bild ↑ |
| Z- | Z-Achse runter | Bild ↓ |
Tastaturkürzel funktionieren nur, wenn das Hauptfenster den Fokus hat.
Visuelles Feedback
Die Jog-Schaltflächen bieten visuelles Feedback:
- Normal: Schaltfläche ist aktiviert und sicher zu verwenden
- Warnung (orange): Bewegung würde Software-Endschalter erreichen oder überschreiten
- Deaktiviert: Bewegung wird nicht unterstützt oder Maschine ist nicht verbunden
Jog-Einstellungen
Konfiguriere das Verhalten von Jog-Operationen:
Jog-Geschwindigkeit:
- Bereich: 1-60.000 mm/min
- Standard: 1.000 mm/min
- Zweck: Steuert, wie schnell sich der Laserkopf bewegt
- Niedrigere Geschwindigkeiten (100-500 mm/min) für präzise Positionierung verwenden
- Höhere Geschwindigkeiten (1.000-3.000 mm/min) für größere Bewegungen verwenden
- Sehr hohe Geschwindigkeiten können bei einigen Maschinen zu verpassten Schritten führen
Jog-Distanz:
- Bereich: 0,1-1.000 mm
- Standard: 10,0 mm
- Zweck: Steuert, wie weit sich der Laserkopf pro Schaltflächenklick bewegt
- Kleine Distanzen (0,1-1,0 mm) zum Feinabstimmen verwenden
- Mittlere Distanzen (5-20 mm) für allgemeines Positionieren verwenden
- Große Distanzen (50-100 mm) für schnelles Umpositionieren verwenden
Maschinenstatus-Anzeige
Das Steuerungs-Panel zeigt Echtzeitinformationen über deine Maschine:
Aktuelle Position
Zeigt die Position des Laserkopfes im aktiven Koordinatensystem:
- Koordinaten sind relativ zum ausgewählten WCS-Ursprung
- Aktualisiert sich in Echtzeit beim Joggen oder Ausführen von Aufträgen
- Format: X-, Y-, Z-Werte in Millimetern
Verbindungsstatus
- Verbunden: Grüner Indikator, Maschine antwortet
- Getrennt: Grauer Indikator, keine Maschinenverbindung
- Fehler: Roter Indikator, Verbindungs- oder Kommunikationsproblem
Maschinenstatus
- Bereit (Idle): Maschine ist bereit für Befehle
- Ausführung (Run): Auftrag wird gerade ausgeführt
- Pause (Hold): Auftrag ist pausiert
- Alarm: Maschine ist im Alarmzustand
- Referenzfahrt (Home): Referenzfahrt läuft
Werkstückkoordinatensystem (WCS)
Das Steuerungs-Panel bietet schnellen Zugriff auf die Werkstückkoordinatensystem-Verwaltung.
Aktives System auswählen
Wähle, welches Koordinatensystem gerade aktiv ist:
| Option | Typ | Beschreibung |
|---|---|---|
| G53 (Maschine) | Fest | Absolute Maschinenkoordinaten, können nicht geändert werden |
| G54 (Arbeit 1) | Benutzer | Erstes Werkstückkoordinatensystem |
| G55 (Arbeit 2) | Benutzer | Zweites Werkstückkoordinatensystem |
| G56 (Arbeit 3) | Benutzer | Drittes Werkstückkoordinatensystem |
| G57 (Arbeit 4) | Benutzer | Viertes Werkstückkoordinatensystem |
| G58 (Arbeit 5) | Benutzer | Fünftes Werkstückkoordinatensystem |
| G59 (Arbeit 6) | Benutzer | Sechstes Werkstückkoordinatensystem |
WCS-Null setzen
Definiere, wo der Ursprung des aktiven WCS sein soll:
| Schaltfläche | Funktion | Beschreibung |
|---|---|---|
| Klicken zum Nullen | X,Y=0 setzen | Auf das Fadenkreuz-Symbol klicken, dann auf die Canvas klicken um Arbeitsnullpunkt zu setzen |
| Zum WCS-Nullpunkt | Bewegen | Laserkopf zu X0 Y0 des aktiven WCS bewegen |
| Offsets bearbeiten | Bearbeiten | WCS-Offset-Werte manuell bearbeiten |
| X nullen | X=0 setzen | Macht aktuelle X-Position zum X-Ursprung für aktives WCS |
| Y nullen | Y=0 setzen | Macht aktuelle Y-Position zum Y-Ursprung für aktives WCS |
| Z nullen | Z=0 setzen | Macht aktuelle Z-Position zum Z-Ursprung für aktives WCS |
Null-Schaltflächen sind deaktiviert wenn G53 (Maschinenkoordinaten) ausgewählt ist, da Maschinenkoordinaten durch die Hardware festgelegt sind.
- Mit deiner Maschine verbinden und alle Achsen referenzieren
- Das WCS auswählen, das du konfigurieren möchtest (z.B. G54)
- Den Laserkopf zur gewünschten Ursprungsposition jogen
- Auf X nullen und Y nullen klicken um diese Position als (0, 0) zu setzen
- Der Offset wird im Controller deiner Maschine gespeichert
Konsole-Tab
Die Konsole bietet eine interaktive Terminal-ähnliche Schnittstelle zum Senden von G-Code-Befehlen und Überwachen der Maschinenkommunikation. Klicke auf das Konsolen-Symbol in der Tab-Leiste, um zu dieser Ansicht zu wechseln.
Befehlseingabe
Das Befehlseingabefeld ermöglicht dir, rohen G-Code direkt an die Maschine zu senden:
- Mehrzeilen-Unterstützung: Mehrere Befehle einfügen oder eingeben
- Eingabetaste: Sendet alle Befehle
- Umschalt+Eingabe: Fügt eine neue Zeile ein (zum Bearbeiten vor dem Senden)
- Verlauf: Pfeil nach oben/unten verwenden um durch zuvor gesendete Befehle zu navigieren
Protokollanzeige
Das Protokoll zeigt die Kommunikation zwischen Rayforge und deiner Maschine mit Syntaxhervorhebung zur einfachen Lesbarkeit:
- Benutzerbefehle (blau): Befehle, die du eingegeben oder während Aufträgen gesendet hast
- Zeitstempel (grau): Uhrzeit jeder Nachricht
- Fehler (rot): Fehlermeldungen von der Maschine
- Warnungen (orange): Warnmeldungen
- Statusabfragen (gedimmt): Echtzeit-Position/Statusberichte wie
<Idle|WPos:0.000,0.000,0.000|...>
Ausführlicher Modus
Klicke auf das Terminal-Symbol in der oberen rechten Ecke der Konsole um die ausführliche Ausgabe umzuschalten:
- Aus (Standard): Versteckt häufige Statusabfragen und "ok"-Antworten
- Ein: Zeigt gesamte Maschinenkommunikation
Auto-Scroll-Verhalten
Die Konsole scrollt automatisch um neue Nachrichten anzuzeigen:
- Nach oben scrollen deaktiviert Auto-Scroll, damit du den Verlauf durchsehen kannst
- Nach unten scrollen aktiviert Auto-Scroll wieder
- Neue Nachrichten erscheinen sofort wenn Auto-Scroll aktiv ist
Die Konsole zur Fehlerbehebung verwenden
Die Konsole ist unschätzbar wertvoll für die Diagnose von Problemen:
- Verifizieren dass Befehle korrekt gesendet werden
- Auf Fehlermeldungen vom Controller prüfen
- Verbindungsstatus und -stabilität überwachen
- Ausführungsfortschritt von Aufträgen in Echtzeit überprüfen
- Diagnosebefehle senden (z.B.
$$um GRBL-Einstellungen anzuzeigen)
G-Code-Viewer-Tab
Der G-Code-Viewer zeigt den generierten G-Code für die aktuellen Operationen an. Klicke auf das G-Code-Symbol in der Tab-Leiste, um zu dieser Ansicht zu wechseln.
Funktionen
- Syntaxhervorhebung: G-Code-Befehle sind farbcodiert für bessere Lesbarkeit
- Zeilenmarkierung: Die aktuell ausgeführte Zeile wird während der Auftragsausführung hervorgehoben
- Automatische Aktualisierung: Der G-Code-Inhalt wird automatisch aktualisiert wenn sich Operationen oder Dokumenteinstellungen ändern
Assets-Tab
Der Assets-Tab zeigt alle Rohmaterialien und Skizzen in deinem Dokument an. Klicke auf das Assets-Symbol in der Tab-Leiste, um zu dieser Ansicht zu wechseln.
Wenn die Asset-Liste leer ist, werden Schaltflächen zum Hinzufügen von Rohmaterial oder Erstellen einer neuen Skizze angezeigt. Du kannst Assets aus dieser Liste auf die Canvas ziehen, um sie zu platzieren. Ein Doppelklick auf ein Rohmaterial-Asset öffnet dessen Eigenschaften.
Ein Rechtsklick auf ein Asset öffnet ein Kontextmenü mit Optionen zum Erstellen eines neuen Werkstücks aus dem Asset, Duplizieren, Kopieren, Ausschneiden oder Löschen. Ein Rechtsklick auf eine leere Stelle in der Asset-Liste bietet Optionen zum Erstellen einer neuen Skizze, Hinzufügen von Rohmaterial, Importieren einer Datei oder Einfügen aus der Zwischenablage.
Wenn der Konsole- oder G-Code-Viewer-Tab aktiv ist, kannst du auch Strg+F drücken, um im Inhalt zu suchen.
Laser-Steuerung
Der Laser-Dock bietet manuelle Steuerung deines Lasers zum Testen, Ausrichten und Fokussieren. Er erscheint als Tab neben dem Steuerungs-Dock im unteren Panel.
Laserkopf-Auswahl
Ein Dropdown-Menü listet alle konfigurierten Laserköpfe auf. Wenn deine Maschine mehrere Köpfe hat, wähle den aus, den du steuern möchtest. Der Untertitel zeigt die Werkzeugnummer und die maximale Leistung des ausgewählten Kopfs an.
Ein-/Aus-Schalter
Der Umschalter neben der Kopfauswahl schaltet den Laser ein oder aus. Wenn der Laser aktiv ist, wird der Knopf rot als Sicherheitsanzeige. Der Laser kann auch über den Toolbar-Knopf in der Hauptfensterleiste umgeschaltet werden.
Leistung
Ein Schieberegler und ein Texteingabefeld steuern die Laserleistung von 0 bis 100 Prozent. Wenn du zu einem anderen Laserkopf wechselst, wird die Leistung auf die konfigurierte Fokusleistung dieses Kopfs zurückgesetzt.
Frequenz und Impulsbreite
Diese Steuerungen erscheinen nur, wenn der ausgewählte Laserkopf vom Typ CO2 oder Fiber ist. Sie ermöglichen das Einstellen der PWM-Frequenz (Hz) und der Impulsbreite (Mikrosekunden) für den manuellen Laserbetrieb. Bei Diodenlasern sind diese Felder ausgeblendet.
Dauer (Auto-Aus-Timer)
Stelle eine Dauer in Sekunden ein, nach der sich der Laser automatisch ausschaltet. Stelle 0 ein für Dauerbetrieb — der Laser bleibt an, bis du ihn manuell ausschaltest. Ein Countdown-Label erscheint unter den Steuerungen, während der Timer läuft.
Sicherheit
- Alle Steuerungen sind deaktiviert, wenn keine Laserköpfe konfiguriert sind
- Der Umschalter erfordert eine aktive Maschinenverbindung
- Wenn die Maschine die Verbindung trennt, während der Laser an ist, wird der Laser automatisch ausgeschaltet und jeder laufende Timer wird abgebrochen
Maschinenkompatibilität
Das untere Panel passt sich an die Fähigkeiten deiner Maschine an:
Achsen-Unterstützung
- X/Y-Achse: Von praktisch allen Laserschneidern unterstützt
- Z-Achse: Nur auf Maschinen mit Z-Achsen-Steuerung verfügbar
- Diagonale Bewegung: Erfordert Unterstützung für beide X- und Y-Achsen
Maschinentypen
| Maschinentyp | Jog-Unterstützung | Hinweise |
|---|---|---|
| GRBL (v1.1+) | Vollständig | Unterstützt alle Jog-Funktionen |
| Smoothieware | Vollständig | Unterstützt alle Jog-Funktionen |
| Custom-Controller | Variabel | Hängt von der Implementierung ab |
Sicherheitsfunktionen
Software-Endschalter
Wenn Software-Endschalter in deinem Maschinenprofil aktiviert sind:
- Schaltflächen zeigen orangefarbene Warnung wenn Grenzen erreicht werden
- Bewegung wird automatisch begrenzt um das Überschreiten von Grenzen zu verhindern
- Bietet visuelles Feedback um Abstürze zu verhindern
Verbindungsstatus
- Alle Steuerungen sind deaktiviert wenn nicht mit einer Maschine verbunden
- Schaltflächen aktualisieren Empfindlichkeit basierend auf Maschinenstatus
- Verhindert versehentliche Bewegung während des Betriebs
Verwandte Seiten:
- Werkstückkoordinatensysteme (WCS) - WCS verwalten
- Maschineneinrichtung - Deine Maschine konfigurieren
- Tastaturkürzel - Vollständige Kürzelreferenz
- Hauptfenster - Hauptoberflächenübersicht
- Allgemeine Einstellungen - Gerätekonfiguration