5 Tipps für bessere Lasergravierergebnisse mit Rayforge
Professionelle Lasergravierergebnisse erfordern mehr als nur gute Hardware – auch deine Software-Einstellungen und dein Workflow sind wichtig. Hier sind fünf Tipps, die dir helfen, das Beste aus Rayforge herauszuholen.
1. Verwende Overscan für glattere Rastergravur
Bei der Rastergravur ist ein häufiges Problem sichtbare Linien oder Unregelmäßigkeiten an den Rändern, wo der Laser die Richtung wechselt. Dies passiert, weil der Laserkopf abbremsen und beschleunigen muss, was die Gravurqualität beeinträchtigen kann.
Lösung: Aktiviere Overscan in deinen Raster-Operationseinstellungen.
Overscan verlängert den Fahrweg des Lasers über den tatsächlichen Gravurbereich hinaus, sodass der Kopf volle Geschwindigkeit erreicht, bevor er in den Arbeitsbereich eintritt, und diese Geschwindigkeit beibehält. Dies führt zu einer viel glatteren, gleichmäßigeren Gravur.
So aktivierst du Overscan:
- Wähle deine Raster-Operation
- Öffne die Operationseinstellungen
- Aktiviere "Overscan" und stelle den Abstand ein (typischerweise funktionieren 3-5mm gut)
Erfahre mehr in unserem Overscan-Leitfaden.
2. Optimiere die Fahrzeit mit Pfadsortierung
Bei Kontur-Operationen mit vielen separaten Pfaden kann die Reihenfolge, in der der Laser jede Form besucht, die Gesamtauftragszeit erheblich beeinflussen.
Lösung: Verwende Rayforges integrierte Fahrzeitoptimierung.
Rayforge kann Pfade automatisch neu anordnen, um die Nicht-Schneide-Fahrzeit zu minimieren. Dies ist besonders nützlich für Aufträge mit vielen kleinen Objekten oder Text mit mehreren Buchstaben.
Die Pfadoptimierung ist typischerweise standardmäßig aktiviert, aber du kannst sie in den Kontur-Operationseinstellungen überprüfen und anpassen.
3. Füge HalteLaschen hinzu, um Teilbewegung zu verhindern
Nichts ist frustrierender als ein fast fertiger Schnittauftrag, der ruiniert wird, weil sich das Teil im letzten Moment verschoben oder durch das Maschinenbett gefallen ist.
Lösung: Verwende HalteLaschen, um Teile an Ort und Stelle zu halten, bis der Auftrag abgeschlossen ist.
HalteLaschen sind kleine ungeschnittene Bereiche, die dein Teil mit dem umliegenden Material verbinden. Nach Abschluss des Auftrags kannst du das Teil einfach entfernen und die Laschen mit einem Messer oder Schleifpapier säubern.
Rayforge unterstützt sowohl manuelle als auch automatische Laschen-Platzierung:
- Manuell: Klicke genau dort, wo du Laschen auf der Arbeitsfläche möchtest
- Automatisch: Gib die Anzahl der Laschen an und lass Rayforge sie gleichmäßig verteilen
Schau dir die HalteLaschen-Dokumentation für eine vollständige Anleitung an.
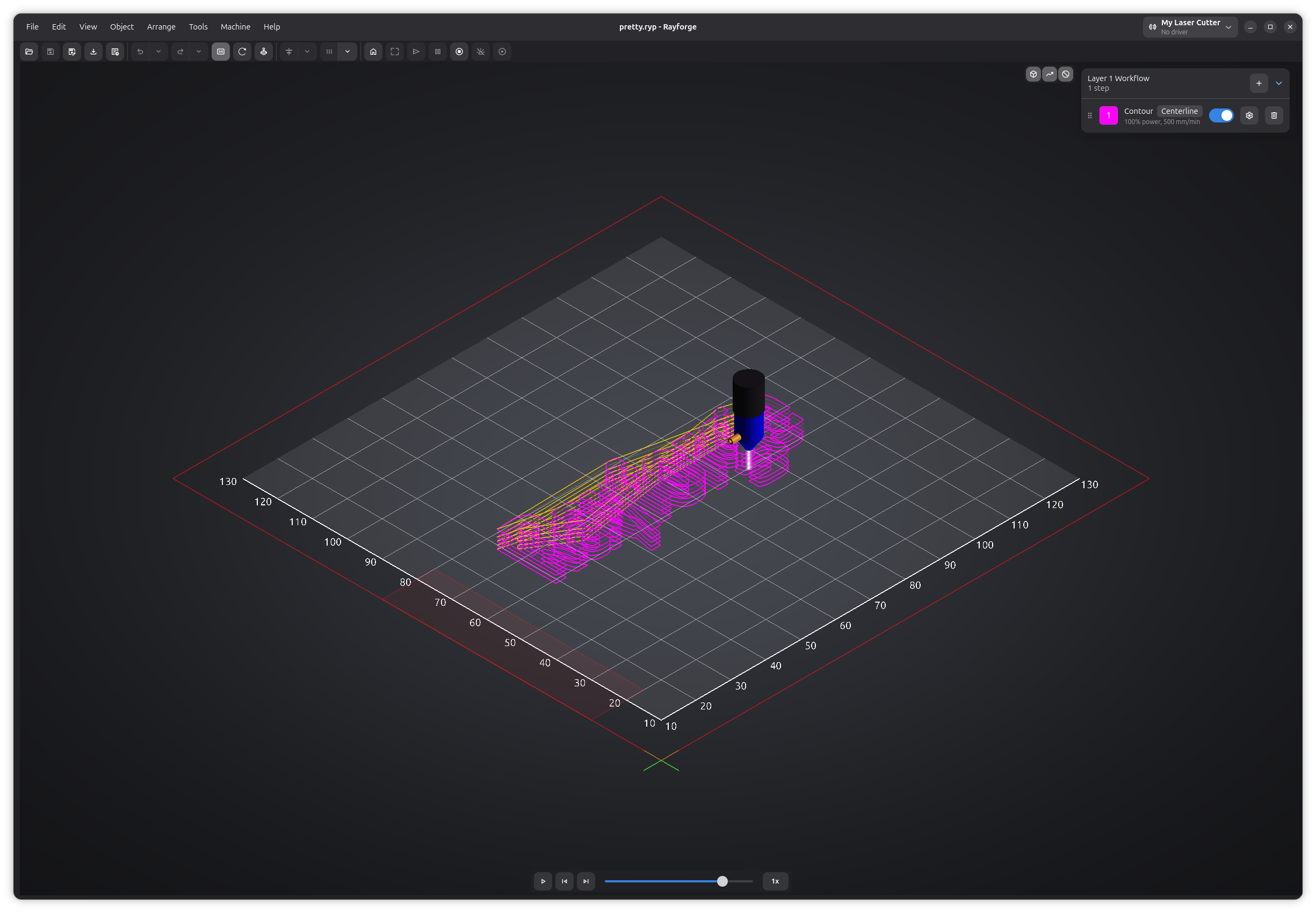
4. Vorschau deines Auftrags in 3D vor dem Ausführen
Eines der wertvollsten Features von Rayforge ist die 3D-G-Code-Vorschau. Es ist verlockend, diesen Schritt zu überspringen und den Auftrag direkt an die Maschine zu senden, aber einen Moment zur Vorschau zu nehmen, kann dir Zeit und Material sparen.
Worauf du in der Vorschau achten solltest:
- Überprüfe, ob alle Operationen in der richtigen Reihenfolge ausgeführt werden
- Prüfe auf unerwartete Werkzeugwege oder Überschneidungen
- Bestätige, dass Multi-Pass-Operationen die richtige Anzahl von Durchläufen haben
- Stelle sicher, dass die Auftraggrenzen in dein Material passen
Um die 3D-Vorschau zu öffnen, klicke nach dem Generieren deines G-Codes auf die 3D-Vorschau-Schaltfläche in der Hauptsymbolleiste.
Erfahre mehr über die 3D-Vorschau in unserer UI-Dokumentation.
5. Verwende eigene G-Code-Hooks für konsistente Workflows
Wenn du feststellst, dass du vor oder nach jedem Auftrag dieselben G-Code-Befehle ausführst – wie Referenzfahrt, Einschalten einer Luftunterstützung oder Ausführen eines Fokus-Routines – kannst du dies mit G-Code-Makros & Hooks automatisieren.
Häufige Anwendungsfälle:
- Pre-Job-Hook: Referenzfahrt der Maschine, Luftunterstützung einschalten, Auto-Fokus-Routine ausführen
- Post-Job-Hook: Luftunterstützung ausschalten, zur Home-Position zurückkehren, einen Abschluss-Sound abspielen
- Ebenenspezifische Makros: Fokushöhe zwischen Operationen ändern, Lasermodule wechseln
Hooks unterstützen Variablensubstitution, sodass du Auftragseigenschaften wie Materialstärke, Operationstyp und mehr referenzieren kannst.
Beispiel Pre-Job-Hook:
G28 ; Home all axes
M8 ; Turn on air assist
G0 Z{focus_height} ; Move to focus height
Siehe unseren G-Code-Makros & Hooks Leitfaden für detaillierte Beispiele und Variablenreferenz.
Bonustipp: Teste zuerst auf Restmaterial
Obwohl dies nicht spezifisch für Rayforge ist, ist es wert zu wiederholen: Teste immer neue Einstellungen, Operationen oder Materialien zuerst auf Reststücken. Verwende Rayforges Materialprofile und Operationsvoreinstellungen, um deine getesteten Einstellungen für zukünftige Verwendung zu speichern.
Hast du deine eigenen Rayforge-Tipps und Tricks? Teile sie mit der Community auf GitHub Discussions!